|
||||
|
Техники декоративной обработки металлов В этой части книги представлены основные техники декоративной обработки металлов. В древности многие кузнецы владели богатым набором методов и создавали замечательные произведения искусства, достойные царского двора. Поэтому можно попробовать объединить предложенные техники и сделать какую-нибудь вещь от начала до конца самому. Чеканка – один из древнейших видов художественной обработки металла. Чеканные изделия могут быть различными по форме и по технике исполнения: объемно-скульптурными, рельефными и горельефными, орнаментальными, фигурными, графическими. Чеканку можно использовать для обработки и отделки изделий, созданных другими способами, для набивки фактуры, создания фоновых поверхностей для различных изображений. Широко используется чеканка в ювелирном деле. Чеканные изделия применяют при оформлении интерьеров и т. д. Техника чеканки позволяет создавать узоры и рисунки на уже готовых изделиях. Для работы чеканщику необходимы высокая точность движений и твердая рука. Ковка – самый древний способ обработки металлов. Задолго до того, как научились выплавлять железо, мастера ковали различные сплавы цветных металлов, например легендарную бронзу. Изготовлялись как украшения, так и оружие. Ковка требует немалой физической силы и большого мастерства. Один из сложнейших видов ремесла – художественная ковка. Не каждый кузнец возьмется отковать узорную ограду или подсвечник. Большинство мастеров предпочитает пользоваться чеканкой, выколоткой или делать ажурные узоры выгибанием и сваркой стальных прутков и полос. Человечество научилось выплавлять металл в глубокой древности. Еще в Древнем Египте с помощью литья мастера изготавливали предметы домашнего обихода. Раскопки скифских могильников доказывают, что наши далекие предки также применяли литье для изготовления самых различных предметов быта и украшений. Первыми мастерами литья на Руси были женщины, которые плели из нитей, пропитанных воском, украшения. Затем изделие заливалось глиной и обсушивалось. Такую форму прокаливали и заливали металлом. Когда форма остывала, ее осторожно, чтобы не повредить отливку, удаляли. С помощью литья можно получить предметы, различающиеся по назначению и размерам. Можно изготовить ювелирные украшения из серебра, золота или других металлов. Монументальные памятники, скульптуры и архитектурные детали тоже можно сделать посредством литья. В домашних условиях, конечно, монументы и памятники отливать никто не будет, поэтому мы остановимся подробно на микролитье – изготовлении небольших изделий. Гравирование достаточно широко распространено в народном творчестве. Этот способ пришел к нам из древнейших времен. Гравировкой украшали не только ювелирные изделия, но и оружие, предметы домашней утвари. Сам термин «гравирование» в переводе с немецкого и французского языков означает вырезание какого-либо изображения, орнамента или надписи на поверхности таких материалов, как металл, дерево, камень, линолеум, стекло. Искусство изготовления просечного железа появилось в очень давние времена. Родилось оно из кузнечного дела и применялось вместе с ковкой железа. Узорчатое просечное железо украшало на Руси крыши домов и купола церквей, фонари на улицах, посуду, сундуки, поставцы и шкатулки. Просечное железо было самых разных цветов, его покрывали позолотой, лудили и воронили. С помощью гальванопластики можно получить наиболее точную металлическую копию с определенного объемного предмета. Она позволяет даже в домашних условиях создавать различные ажурные украшения, шкатулки, картинные рамы, металлизированный гербарий. Причем ни один из других способов не даст такой чистоты линий, как гальванопластика. Снятая с тонкого кружева или живого цветка копия передаст все прожилки и, более того, получится металлической, то есть пригодной для крепления на металлическую основу. Легкость в использовании гальванопластики и точность передачи линий и мелких штрихов предметов делают данную технику удобным способом в изготовлении небольших настольных статуэток, бюстов, медалей. Кроме того, это позволяет любому скульптору сохранить свое глиняное или гипсовое ваяние от разрушения на многие годы. Чеканка Обычно этот вид художественных работ разделяют на чеканку по литью и чеканку по листовому металлу. Рабочее место Рабочий стол лучше поставить около окна, чтобы солнечные лучи падали с левой стороны. Для искусственного освещения используется лампа дневного света или с матовым покрытием, мощностью 75–100 Вт. Чтобы она не мешала и не занимала много места на столе, ее располагают в стороне, на расстоянии 50–70 см от крышки. Мешающие работе глубокие тени на изделии не появятся, если включить еще и основной свет. Стол выбирают чаще всего деревянный, с толстой крышкой. Его размеры зависят от изделий, с которыми чаще всего работает мастер. Чтобы приглушить звук от ударов, под ножки стола помещают прокладки из плотной резины. Но при этом не должна ухудшаться его устойчивость. Стул со спинкой или табурет подбирают по росту мастера и размерам стола. Рабочее место станет удобным, если оборудовать его стеллажами и ящиками, расположить которые следует так, чтобы до них можно было дотянуться, не вставая. Порядок в инструментах поможет сэкономить время на их поиски. После того как работа инструментом завершена, его сразу же следует положить на место. Эту привычку надо довести до автоматизма и не задумываться в процессе работы о том, где что лежит. После окончания работы со стола необходимо смести все стружки и пыль, а помещение проветрить. Дополнительное оборудование В оборудование верстака дополнительно надо включить небольшие параллельные тиски с наковаленкой. Крепление лучше выбрать струбцинное, что при необходимости позволит быстро снять тиски со стола и освободить больше места (рис. 102).  Рис. 102. Тисочки-струбцины: 1 – губки; 2 – винт с рукояткой; 3 – ручка. Хорошо иметь под рукой шлифовальный станок со сменными дисками, который можно использовать и для заточки инструментов, и для опиливания краев заготовок. Для листовой чеканки необходимо приготовить подложку под изделие. Для нее чаще всего используется смола. Для варки и разлива наполнителя, а также для насмолки используются специальные инструменты: емкости, плитка с закрытой спиралью для варки смолы, скребки и деревянные ящики разных размеров, в которые укладывается подложка. Для последующего отжига пластины от подложки понадобится нагревательный прибор (удобнее всего использовать паяльную лампу), кузнечные клещи и рукавицы для удержания изделия. Для химической обработки потребуется набор специальных емкостей и ванночек, а также ящики для хранения реактивов и защитные резиновые перчатки. Просушка обработанных пластин проводится в деревянных ящиках, наполненных хорошо впитывающими влагу материалами. Над столом, на котором приготавливаются химические растворы, а также над нагревательным прибором обязательно нужно установить вытяжку. После окончания обработки плоскую чеканку приходится часто выравнивать. Для этого используются проверочные плиты с ровной и гладкой поверхностью из металла, камня или дерева. Подойдет также любой массивный предмет, позволяющий выполнить эту операцию. Так как в процессе изготовления чеканки изделие проходит несколько стадий, то на рабочем месте не должны скапливаться лишние инструменты. В условиях обычной квартиры, как правило, нет возможности разместить еще несколько столов для операций по обработке готового изделия, поэтому рабочую поверхность стола лучше устроить так, чтобы лишние предметы – такие, как тиски, ящики для подложки и т. д. – легко можно было убрать. По этой же причине не рекомендуется заниматься сразу несколькими изделиями одновременно. Инструменты Для выполнения качественных чеканных работ используются чеканы различной формы и из разного материала, специальные молотки и другие инструменты, относящиеся к кузнечному и слесарному делу. ЧеканыЭто основной рабочий инструмент, с помощью которого ведется вся обработка. Мастера пользуются чеканами особой формы, позволяющими погасить боковую вибрацию и обеспечивающими точное распределение ударной энергии. В средней части они заметно толще, чем на концах. Их длина 120–180 мм (рис. 103).  Рис. 103. Чекан: а – остов; б – боевой конец; в – сечение остова. Для некоторых специальных работ чеканы могут быть длиннее, изогнутой формы. Остов чекана (рис. 103, а) делается обычно восьмигранным. При такой форме положение рабочей части можно контролировать рукой во время чеканки, не глядя на сам инструмент. Остов делается под параметры человеческой руки. Боевой конец (рис. 103, б) может иметь различную форму и размеры, которые определяются назначением инструмента и величиной обрабатываемой детали. Мастер может сделать себе чекан нужной формы из восьмигранного или круглого прутка, самостоятельно отковав или выточив на станке рабочий конец. После этого его необходимо закалить и отпустить до синего цвета побежалости. В зависимости от формы боевой части и вида выполняемой работы различается несколько разновидностей чеканов. Среди них выделяется основная группа, к которой относятся канфарники, расходники, бобошники и лощатники (рис. 104).  Рис. 104. Основные виды чеканов: а – расходники; б – бобошники; в – лощатники; г – пурошники; д – канфарник; е – сапожок; ж – фигурные чеканы; з – утюжок; и – трубочка. С их помощью выполняется основная часть работ по нанесению рисунка и созданию рельефа. КанфарникПо форме рабочей части он напоминает тупую швейную иглу (рис. 104, д). Канфарник служит для выбивания точек на металле и создания рельефного шероховатого фона, часто используемого в композициях (рис. 105).  Рис. 105. Фон, созданный с использованием канфарника. Кроме того, с его помощью узор с бумаги переносится на металл. РасходникиПо-другому их еще называют обводными чеканами (рис. 104, а). По форме боевого конца они напоминают обычную отвертку. Рабочая грань для лучшего скольжения делается слегка притупленной. Используются они для проведения четких сплошных линий по контуру рисунка. Более мягкая линия образуется от более широкого расходника. Для проведения кривых и закругленных линий применяют полукруглые расходники с различным радиусом кривизны боя. Чем больше он закруглен, тем труднее вести чекан по поверхности. В этом случае приходится соблюдать осторожность и работать одиночными ударами, чтобы не получить отдельных отпечатков. Полукруглые и прямые расходники изготавливаются парами, чтобы не нарушать целостности линии при переходе от прямой к кривой. Похожие на расходники чеканы, но с остро заточенными плоскими или полукруглыми лезвиями, называются сечками. Они применяются для просекания листа при ажурных работах и при вырубании сложных контуров (вместо зубила). БобошникиТак называют чеканы с выпуклой овальной боевой частью (рис. 104, б). Другое название этой группы – облые чеканы (облыжники) происходит от древнерусского слова «облый», то есть круглый. Главным образом они используются для создания выпуклых частей рельефных композиций. Форма рабочей части не обязательно должна быть овальной, ее делают и прямоугольной, но со скругленными углами, чтобы не повредить материал при выколотке рельефа. ЛощатникиОни служат для выравнивания лицевой поверхности после проработки рельефа, опускания фона и других операций (рис. 104, в). Поверхность боя может быть совсем гладкой или с небольшими шероховатостями для создания матового фона. Чтобы на поверхности изделия не оставалось следов рабочей части чекана, углы немного округляют. С помощью лощатников можно имитировать фактуру кованого или литого изделия. Для получения качественного изделия необходимо соблюдать последовательность при использовании чеканов одной группы и при переходе от одной группы к другой. Если требуется произвести глубокую выколотку, то сначала используются самые большие расходники, а затем, для более детальной отделки, применяются менее глубокие и т. д. В первую очередь производится обработка расходниками, потом облыжниками и в последнюю очередь лощатниками. Эта последовательность представлена на рис. 106.  Рис. 106. Последовательный переход от одного чекана к другому. Разновидностей специальных чеканов намного больше, чем основных. Ими производится окончательная отделка изделия. ПурошникиЧеканы с рабочей поверхностью сферической формы называются пурошниками (пурочниками) (рис. 104, г). Они применяются для выколотки ямок или полукруглых форм рельефа. Пурошники различного диаметра используются для получения углублений разной высоты и размера. ОбжимкиБоевые концы обжимок представляют собой вогнутые сферы различного диаметра и глубины. Ими проглаживают выколоченные пурошником сферы. Для этой цели обжимка берется несколько больших размеров. При работе ею делают круговые движения рукой, чтобы не допустить вмятин. Обжимки бывают как прямые (со сферическим вдавлением), так и косые (с вдавлением в виде полусферы). Последние используют для прочеканивания витого шнура. СапожокКогда необходимо прочеканить рисунок выпуклой формы или поднутрить (выдавить за линию рисунка) рельеф, используется так называемый сапожок (рис. 104, е) – чекан изогнутой формы. Он относится к специальным чеканам. Для работы с ним требуется большой опыт. УтюжокДругой чекан с веселым названием «утюжок», или «давильник», используется для обводки (продавливания) рисунка при работе с изделиями высокой рельефности (рис. 104, з). ПуансоныФигурные чеканы пуансоны (рис. 104, ж) применяются в том случае, если необходимо чеканить большое количество мелких одинаковых деталей рисунка. На их рабочей поверхности, пока она еще не закалена, гравируется мелкий рисунок или деталь орнамента. Набивку готового рисунка на изделие производят сильными одиночными ударами, равномерно прижимая рабочую часть к поверхности. Чтобы легче ориентировать пуансон во время набивки, рисунок располагают строго на оси боя. СечкиПри выполнении ажурных работ применяются сечки – чеканы с заостренной рабочей поверхностью. Они делятся на полукруглые, которые по форме (но не по заточке) напоминают нож и используются для просекания кривых линий, и прямые, больше похожие на расходники, с помощью которых просекают прямые линии. ТрубочкиДля выполнения рисунка в виде небольших выпуклых шариков (зернения) используют чеканы-трубочки, боек которых имеет вогнутую полусферическую форму (рис. 104, и). Углубления могут быть различного диаметра и глубины. Крюк и трещоткаЭти изогнутые чеканы используют при работе с объемными изделиями. Их боевые концы не делают в виде расходников и лощатников, так как они предназначены только для создания общего рельефа. В отличие от трещотки крюк имеет два рабочих конца, один из которых заострен и используется для мелких деталей рисунка, а другой несколько скруглен. Размеры этих инструментов зависят от обрабатываемого изделия. Однако не рекомендуется делать их из стали сечением больше 16 мм, так как при ударе молотка крюк и трещотка должны хорошо вибрировать. Несколько слов о размерах вышеперечисленных инструментов. Для ювелирных работ применяются небольшие (диаметром 3–4 мм) чеканы, для работ средних размеров – около 6–8 мм в диаметре и больше. Для крупных композиций иногда используются деревянные чеканы, которые держат в кулаке, как зубило (рис. 107).  Рис. 107. Деревянные чеканы. Хранить чеканы можно как в сделанных специально для этой цели ящиках, так и в высоком стакане, но в этом случае обязательно рабочей поверхностью вверх. В противном случае будет затруднен поиск нужного инструмента. МолоткиПо форме чеканные молотки значительно отличаются от обычных, слесарных. Головка таких молотков имеет два бойка: с одной стороны плоский или слегка выгнутый и значительно более широкий, с другой – округлый (рис. 108).  Рис. 108. Молоток для чеканки. В момент удара широкой частью вся энергия и внимание концентрируются на рабочей поверхности чекана. Второй боек может служить в качестве пурошника. Для работы чеканщику необходимо иметь, как минимум, три молотка: на 100, 150–200 и 400 г. Рукоятка молотка, также особой формы, выполняется из твердых пород дерева. Сечение в районе шейки круглое, при приближении к концу плавно переходит в эллиптическое. Размеры молотка выбираются так, чтобы рукоятка не мешала при работе, но удар получался бы достаточно сильным. Головку насаживают на рукоятку так, чтобы она находилась под углом 90° к рабочей поверхности (рис. 109).  Рис. 109. Положение рукоятки молотка. Для работы с мягкими металлами используются деревянные молотки, изготовленные из прочных сортов древесины, например дуба или березы (рис. 110).  Рис. 110. Деревянные молотки. С их помощью проводят более мягкие линии, так как сила удара таким молотком гораздо меньше. Прочие инструментыНа различных этапах работы с заготовкой и чеканкой понадобятся и другие слесарные инструменты. Среди них надо особо упомянуть те, которыми изображение переносится с бумаги на металл: кернер, циркуль по металлу, линейка и т. д. Понадобятся и ножницы по металлу, напильники, надфили, рашпили и пр. Для отделения чеканки от отливки при отжиге используются кузнечные клещи. Если их не оказалось под рукой, можно использовать плоскогубцы. Материал Для чеканных работ используется листовой металл, толщина которого зависит от материала и высоты рельефа. Наиболее часто применяется металл толщиной до 1 мм. Основным свойством, определяющим пригодность металла для выполнения на нем чеканки, является его пластичность. Этим свойством обладают медь и ее сплавы, алюминий. Они чаще всего используются для изготовления высокорельефных чеканок. Красная медьЭтот металл очень высоко ценится среди мастеров и любителей благодаря своей высокой пластичности. После отжига он легко восстанавливает форму. Из меди легко можно изготовить тонкую (не более 0,05 мм) фольгу. При чеканке из более толстой фольги можно получать высокий рельеф. Медь хорошо полируется и шлифуется, обладает высокой стойкостью к коррозии. Обработка изделий из меди химическими растворами позволяет получить различные оттенки цвета. Недостатками красной меди являются плохая резкость и быстрое окисление на открытом воздухе, вследствие чего нельзя сохранить первоначальный блеск изделий. ЛатуньЭтот сплав меди с цинком был известен уже в глубокой древности. Он лучше, чем медь, режется и полируется, хорошо покрывается никелем, серебром, золотом. Латунь уступает меди в пластичности, но обладает большей твердостью. Для чеканки лучше брать марки латуни с высоким содержанием меди (Л62, Л68, Л80). Такие сплавы называются томпаками. На них лучше получаются плоские рельефные композиции. В процессе чеканки прочность листа увеличивается за счет образования наклепа, а пластичность падает. Для его снятия латунь разогревают до температуры 600–700 °C. Трещины могут появиться от продолжительного хранения в холодном и влажном месте. Чтобы этого избежать, проводится длительное прокаливание при температуре 200–300 °C. АлюминийОн очень хорош для начинающих чеканщиков. Алюминиевая фольга долгое время сохраняет высокую пластичность, не требует термической обработки. Этот материал позволяет долгое время работать над одним орнаментом, исправляя ошибки. Легко чеканится алюминий с содержанием примесей до 2 %. Марки с большим количеством примесей менее пластичны, поэтому их рекомендуется использовать для чеканок с невысоким рельефом или для контурных и ажурных просечных работ. Никелевые сплавыИз этих сплавов наиболее часто используются мельхиор и нейзильбер. Содержание меди в них достаточно высокое (81 % и 65 % соответственно), поэтому они обладают неплохой пластичностью. При обработке растворами гипосульфата натрия и уксусного свинца дают разнообразные оттенки. Поверхность хорошо полируется и имеет ряд особенностей, которые можно выгодно использовать в сочетании с окраской. Черные металлыДля чеканки используется предварительно отожженная и протравленная сталь с низким содержанием углерода – декопир, а также протравленная до и после отжига – дважды декопир. По сравнению с медью он не так мягок и в процессе чеканки быстро наклепывается. Его отжигают при температуре 700–760 °C. Из декопира изготавливают небольшие декоративные изделия, высокий рельеф выколачивается только на довольно крупных предметах. При отделке и нанесении фактуры материал приобретает особенную красоту. Кровельная и нержавеющая стальЛистовую, или кровельную, сталь можно использовать для чеканки простых декоративных изделий. Она позволяет проводить контурные чеканки с опусканием фона и нанесением фактуры. Мастера Древней Руси создавали из этого материала ажурные чеканки с просечением фона. Нержавеющая (хромоникелевая) сталь часто применяется для создания крупных декоративных изделий. Из-за большой трудности чеканки она практически не применяется при создании небольших произведений. Для создания красивых чеканок в прошлом часто использовались драгоценные металлы – золото, серебро и др. Сейчас это искусство ценится уже не столь высоко. Большинство чеканок под золото делается на напоминающей его по цвету латуни, серебро заменяется мельхиором и похожими на него никелевыми сплавами. Благородные металлы используются в основном для создания мелких ювелирных украшений. Подготовительные работы Приготовление подложкиО том, что такое подложка, читателю уже немного известно. Она позволяет прочно закрепить обрабатываемую пластину, смягчает силу удара и обеспечивает точное выполнение контура и рельефа. В качестве наполнителя для подложки используются пластичные материалы. Можно использовать брезентовые мешки, наполненные песком, на которых проводят выколотку общей формы рельефа. Для отдельных неглубоких деталей в качестве подложки используется листовой свинец или резина. Смоляная подложкаЧаще всего в качестве материала для подложки используется смола. Природную смолу применяли еще в древности, смешивая ее с песком для большей вязкости. В настоящее время проще и доступнее применять искусственную смолу – битум. Его вязкость и другие свойства зависят от марки. Для чеканных работ удобнее использовать битум № 4 и 5, но можно смешать смолу № 3 и 5 в равных пропорциях. Битум № 3 слишком жидкий и быстро плавится, поэтому его нельзя использовать без добавок при составлении подложки. Можно придать смоле дополнительную вязкость, если смешать ее с хорошо просеянным речным песком в пропорции 1: 3. При превышении нормы песка подложка получится очень жесткой, что отразится на качестве чеканки. Есть много наполнителей, позволяющих создать дополнительную мягкость и клейкость, но чаще всего используются воск и канифоль. Содержание воска не должно превышать 10 % от общего объема, канифоли требуется совсем немного. Смесь перед заливкой в ящик разогревают до жидкого состояния и тщательно перемешивают до однородности. Разогревают смолу чаще всего на костре, который можно развести на улице, или делают это дома на электроплитке в хорошо проветриваемом помещении. Разогревать смолу на электроплитке предпочтительнее, так как при контакте с открытым огнем горячая смола загорается. Огонь должен быть равномерным и слабым: на сильном огне смола начинает пузыриться и может загореться. Поскольку объем смолы при нагревании несколько увеличивается, заливать ее в емкость до краев не надо. Для помешивания используется специальная металлическая лопаточка с длинной ручкой, чтобы не обжечься брызгами. При нагревании смолы необходимо соблюдать требования техники безопасности. При попадании расплавленного битума дерево может загореться. Загоревшуюся смолу очень нелегко потушить, поэтому на случай пожара лучше запастись огнетушителем или иметь под рукой запас воды. Горячую смолу разливают в заранее приготовленные ящики (рис. 111).  Рис. 111. Ящики для подложек: а – деревянный; б – металлический. Размеры их должны быть на несколько сантиметров больше размеров заготовки, а их глубина зависит от высоты рельефа. Ящики делают как из дерева, так и из металла. Стенки деревянного ящика (рис. 111, а) должны быть не тоньше 15 мм, а металлический ящик (рис. 111, б) делается из жести или кровельного железа, чтобы смолу в нем можно было подогревать, поставив ящик на электроплитку. При заливке необходимо обращать внимание на то, чтобы в ней не оставалось пустот, так как на пустотах металл может прорваться под ударом чекана. Если пузыри все-таки остались, насмолку глубоко нагревают и перемешивают. После того как смола затвердеет, ее верхний слой повторно разогревают паяльной лампой или электронагревателем и разравнивают специальной мешалкой. Кроме того, рекомендуется немного прогреть и пластину. В размягченную смолу на равном расстоянии от краев осторожно опускают заготовку, следя за тем, чтобы она не утонула в ней полностью. Для равномерной просмолки ту поверхность, которой металлический лист соприкасается со смолой, предварительно обезжиривают. Чтобы под пластиной не оставалось пузырей воздуха, ее опускают не сразу, а начиная с одного края, прижимая к поверхности с помощью чистой тряпочки, как показано на рис. 112.  Рис. 112. Насмолка металлической пластины. Очень важно, чтобы металл просмолился по всей площади, иначе будет невозможно исправить дефекты будущего изделия. Периодически во время работы над высокими рельефами возникает необходимость подогреть уже разлитую по ящикам смолу. Металлические ящики удобно нагревать прямо на электрической плитке, но ее спираль должна быть обязательно закрытой. Если ящики сделаны из дерева, то заливку можно нагреть, поставив ящик на противне в духовку обычной газовой плиты. При этом надо быть очень внимательным: если температура будет слишком высокой, он может загореться, даже если на его стенки не попадают языки пламени. Чаще смолу в деревянных ящиках подогревают с помощью закрепленного над ними нагревательного прибора, который устанавливают на расстоянии 20–25 см от верхнего слоя. Можно использовать и электронагреватели с зеркальными отражателями (рис. 113).  Рис. 113. Нагрев с помощью электронагревателей. Для объемных чеканок в качестве опоры можно использовать специальные котелки. Их выдавливают из листовой стали в форме полушария. Заполняют котелок разогретой смолой так, чтобы она чуть выступала над верхним краем горкой. Пока смола не затвердела полностью, надо подготовить на котелке место для изделия. Горячую смолу покрывают мокрой бумагой (чтобы смола не прилипла к металлу) и слегка вдавливают заготовку в смолу. Образуется отпечаток, в котором изделие будет хорошо удерживаться. При работе под котелок надо подложить сделанную из резины кольцевую подставку. Приготовление рисунка или лепной моделиВначале необходимо выполнить эскиз будущего изделия и его отдельных деталей. Необходимо не только соблюдать художественные пропорции, но и учитывать раздачу металла при образовании рельефа: при высоком рельефе развертка узора может довольно существенно отличаться от рисунка на плоскости. На сложные фигуры изображение переносится постепенно с использованием нескольких шаблонов. Эта операция для непрофессионального художника достаточно сложна, поэтому сначала стоит попрактиковаться на переносе простого орнамента. Поскольку при выполнении чеканки линии получаются отчетливыми, рисунок должен быть контурным. Чтобы показать намеченные углубления, применяется штриховка. Самое удачное изображение необходимо перерисовать на шаблон в натуральную величину. Если изделие объемное, простой формы (конус, цилиндр, куб), то развертку можно сделать целиком на одном рисунке. Шарообразные и сложные фигуры, на которые нельзя легко наложить лист бумаги, требуют сложной развертки и нескольких шаблонов. Переносить рисунок на такие заготовки придется по частям с предварительной разметкой. При переработке рисунка часто используется прием, который специалисты называют декоративным обобщением. Вместо того чтобы изображать что-то с фотографической точностью, детали рисунка упрощаются и делаются более отчетливыми. Это позволяет ярко выделить характерные признаки изображаемого предмета, и он остается узнаваемым на чеканке. Многие специалисты считают, что при создании объемного изображения удобнее делать рельеф с модели, вылепленной из глины или пластилина. Скульптурная глина используется при моделировании крупных изделий, однотонный пластилин – для изготовления мелких моделей. Глину предварительно надо очистить от песка и мелких камешков. Для этого ее смешивают с водой в соотношении 1: 1 в ведре или другой подходящей посуде. Полученную массу медленно размешивают, пока все примеси не осядут на дно. После этого жидкую массу переливают в другую емкость и оставляют на несколько часов. Глина оседает на дно, а воду аккуратно сливают. Ее можно использовать сразу после того, как она подсохнет и приобретет необходимую вязкость, а можно сделать из нее брикеты, которые в течение нескольких часов просушивают на солнце, после чего их можно долгое время хранить в сухом помещении. Из очищенной глины можно приготовить пластилин, добавив в нее немного глицерина и тщательно перемешав смесь. Перед началом работы глину основательно проминают руками, чтобы она приобрела однородную плотность и необходимую консистенцию. Она не должна прилипать к рукам во время работы. Лепится изделие на широкой доске пальцами или при помощи специальных лопаточек – стеков (рис. 114).  Рис. 114. Стеки различной формы. Удобство при работе с ними заключается в том, что линии макета получаются четкими, а для чеканки это очень важно. В зависимости от назначения стеки имеют разную форму рабочей части. Их можно изготовить самому из куска древесины любой породы. Средний размер стеков не больше 30 см. Во время лепки в первую очередь выполняются основные формы изделия, а затем различные детали. Объем наращивается постепенно, начиная от плоскости, но его тем не менее необходимо определить заранее. Подготовка металлической заготовки (бляшки)Материал для работы необходимо выбирать в соответствии с замыслом модели. Из него нужно вырезать прямоугольный участок так, чтобы на нем свободно помещался весь рисунок и, кроме того, свободный край шириной 3–4 см (он нужен для прочного удержания заготовки на смоле). Заготовку выравнивают на поверочной плите киянкой (деревянным молотком). Затем молотком, плоскогубцами или в тисках слегка загните края или углы листа. Это делается для того, чтобы заготовка прочнее держалась на смоляной основе (рис. 115).  Рис. 115. Загиб краев пластины. Сделать это можно двумя способами. Металлический лист раскраивается по образцу коробки с невысокими стенками, бортики со всех сторон загибаются на 180°, а уголки отгибаются. Затем наносятся тонкие перпендикулярные осевые линии. По ним ориентируют рисунок при переводе. Если это делается уже после того, как пластину насмолили, то на краях ящика ставят отметки, по которым впоследствии можно будет восстановить осевые линии. Поверхности металлического листа перед насмолением и нанесением рисунка нужно обезжирить любым растворителем, если при подготовке пластина деформировалась – выпрямить. Перевод рисунка на металлСледующая подготовительная операция – перевод рисунка на металл. Для того чтобы аккуратно и точно расположить рисунок на заготовке, наносят на металл две осевые линии или отметки углов шаблона (рис. 115, а). Для переноса изображения можно использовать самый простой способ – перевод с помощью копировальной бумаги (рис 116, а).  Рис. 116. Перенос рисунка: а – через копировальную бумагу; б – с помощью канфарника. Но на металлической поверхности отпечаток получается не очень четким и быстро стирается. Поэтому обычно перед началом работы пластину покрывают слоем белил или другой светлой краской. Приступать к переносу можно после того, как краска хорошенько подсохнет. При чеканке с подложкой на месте желаемых выступов делаются вогнутости, поэтому рельефное изображение получается перевернутым относительно центральной оси симметрии. Если рисунок предполагает четкое определение сторон, его делают с учетом этой особенности. После этого пластину обычно покрывают лаком. Наносить его следует очень осторожными промокающими движениями. После просушки можно начинать работу. Иногда вместо лакирования рисунок процарапывают на пластине с помощью любого острого металлического предмета. После этого краска смывается и на металле остается четко прорисованное изображение. Чтобы точно перевести рисунок, его надо прочно закрепить. Если пластину уже насмолили, закрепить рисунок можно канцелярскими скрепками к поверхности смолы. К металлическому листу его прикрепляют с помощью пластилина или скотча. Многие мастера используют для переноса рисунка чекан-канфарник. Изображения, полученные этим способом, отличаются высокой точностью (рис. 116, б). Но перевод больших изображений занимает много времени. Лист бумаги с рисунком закрепляется на пластине кнопками или скотчем, и набивка производится прямо сквозь лист по линиям рисунка. Надежнее всего наклеить его на пластину мылом, точность перевода при этом получается почти ювелирная. Канфарник берется тремя пальцами, а безымянный упирается в металлическую поверхность и выполняет роль пружины. Чекан ведется над линией рисунка на расстоянии 2–3 мм, непрерывными легкими ударами образуется пунктирная линия, после каждого удара инструмент возвращается в исходное положение. Мелкие детали изображения выбиваются плотным пунктиром, более крупные – разреженным. Для того чтобы чекан не «плясал», его лучше положить на средний палец и придерживать большим и указательным. Если это первый опыт канфарения, то сначала необходимо немного потренироваться. Техника чеканных работ Работа чеканомПри работе важно сразу привыкнуть правильно держать чекан в руке (рис. 117).  Рис. 117. Правильное положение чекана в руке. Кисть опирается на безымянный палец, мизинец остается свободным, инструмент придерживается остальными пальцами, как бы собранными в щепотку. Локти для большей подвижности держатся на весу. Положение чекана по отношению к обрабатываемой плоскости либо строго отвесное (при работе канфарником или пуансонами), либо он немного наклоняется назад. В последнем случае рабочая часть при ударе молотком слегка продвигается вперед. Молоток держится в правой руке за конец рукоятки. Она должна быть плотно зажата в ладони, чтобы удар производился точно центром молотка. Удары наносятся ритмично, так чтобы в промежутках можно было изменить положение чекана. РасходкаПеренесенный с помощью копировальной бумаги рисунок нужно углубить. Для этого используется чекан-расходник, которым проходят по линиям (контуру) рисунка, углубляя их или соединяя точки, нанесенные канфарником. При обводке должна получаться гладкая ровная линия без следов от инструмента. При более детальной работе рисунок в нужных местах можно еще углубить. Эта операция требует аккуратности и точной дозировки удара. Тренироваться лучше на листах постепенно увеличивающейся толщины. След перехода от одного расходника к другому не должен быть заметен. То же правило действует и при переходе от прямого расходника к полукруглому. Для того чтобы пройти прямым обводником кривую линию, рабочую поверхность чекана необходимо уменьшить. Его еще больше наклоняют в сторону, противоположную движению расходника (рис. 118).  Рис. 118. Положение расходника по отношению к плоскости металла. Для мелких и ювелирных работ используется расходник с заостренным бойком, для средних и крупных чеканок – притупленный и широкий. При расходке особо крупных изделий контур обводится бобошником, при углублении широких линий бобошник ставится поперек, и работа ведется его широкой стороной. После расходки рисунок хорошо виден и с лицевой, и с обратной стороны изделия. Легко придать чеканке дополнительную четкость, выполнив расходку сразу с двух сторон. При этом часть линий получается выпуклой, часть – вогнутой, а сам рисунок становится более интересным и выразительным. Опускание фонаОпускание (подбор) проводится плоским чеканом-лощатником. Его держат с наклоном в сторону рисунка и осаживают стенку образованной расходником линии со стороны фона. Инструмент держится слегка наклонно в сторону рисунка, и под легкими ударами он постепенно выравнивает противоположную сторону, так что фон по обе стороны канавки опускается (рис. 119).  Рис. 119. Опускание фона. Переход от обработанной части к основному фону не должен быть заметен. Окончательное выравнивание проводится после снятия со смолы на поверочной плите. Все элементы композиции должны располагаться на одном уровне или, если это предусмотрено заранее, на нескольких. При этом рисунок оказывается несколько приподнятым над фоном за счет опускания последнего, металл несколько уплотняется и наклепывается (нагартовывается), становится менее пластичным и более ломким. Для восстановления его свойств применяют отжиг. С помощью опускания фона можно усилить рельеф. Тогда эту операцию делают уже в конце работы, после отсмоления пластины. Изготовление рельефаЭто самая сложная часть работы. Высокий рельеф обычно выколачивается комбинированным способом. Общие контуры выколачиваются на брезентовом мешке с песком, причем в то же время прилегающие участки фона опускаются. На следующем этапе для придания рельефу четкости изделие насмаливается и формы окончательно выравниваются. Особое внимание следует обратить на последовательность выполнения рельефа. Резкий перепад его высоты на небольшом участке может разрушить металл. На начальных стадиях работы используются скругленные и мягкие чеканы, затем, на завершающей стадии, переходят к более жестким. Рельеф выполняется с помощью бобошников, а также ряда специальных чеканов. При выколотке инструмент ставится не вертикально, а чуть наклонно в сторону, противоположную построению рельефа (рис. 120).  Рис. 120. Направление ударов при выколотке рельефа. При чеканке с лицевой стороны – наоборот. Работу лучше всего вести сразу с обеих сторон, что позволяет реже проводить отжиг металлической пластины. Размер рабочей части чекана должен быть немного меньше выколачиваемой части рельефа. Металл опускают плавными движениями, начиная с самых низких слоев. При увеличении высоты материал будет становиться все более и более тонким, поэтому для задуманной высоты необходимо заранее подобрать пластину соответствующей толщины. Выпуклые и вогнутые части рельефа доводят до нужной формы чеканом-лощатником. Его надо держать строго под углом 90°, чтобы не оставалось следов от рабочей поверхности. Инструмент во время работы должен равномерно скользить по поверхности, удар быть легким, с одинаковыми интервалами. Окончательная прочеканка изделияДетальная обработка всех форм производится в самую последнюю очередь. Эта работа направлена на придание завершенного вида произведению. Большую роль в придании изделию дополнительного блеска играет фактура чеканных поверхностей. Очень выигрышным является сочетание различных орнаментов, матовой и гладкой поверхностей и другие стилистические приемы. Фактуру можно наносить с помощью специальных чеканов – пуансонов, а также расходниками. Матовый фон можно создать канфарником. Дополнительную штриховку, где это необходимо, делают расходником. Отжиг, отсмоление и отбеливание металлаВо время работы чеканами почти все металлы приобретают излишнюю твердость. Для восстановления пластичности заготовку подвергают прокаливанию. Надо отделить заготовку от смоляной подложки. Для этого клиновидным бойком слесарного молотка убирают с пластины смоляные бортики, которые образуются при работе, и осторожно, чтобы не погнуть металл, поддевают заготовку зубилом или острым расходником. Если пластина сильно прилипла к смоле, ее предварительно прогревают и аккуратно снимают с помощью плоскогубцев или кузнечных клещей. При отжиге металл не только приобретает утраченную пластичность и вязкость, но и освобождается от смоляных пятен. Налипшая смола сгорает и превращается в черную золу, которую легко можно удалить металлической щеткой. Отжиг должен производиться равномерно по всей поверхности с обеих сторон. Отжиг проводят в пламени газовой горелки или паяльной лампы. Пластина удерживается за край клещами. Заготовки отжигают так, чтобы нагрев шел равномерно и с лицевой, и с обратной стороны. Жестяные заготовки нужно прогревать осторожно, чтобы не пережечь их. Стальные, медные и латунные пластины отжигаются до сгорания золы и появления темно-красного каления, после чего отжиг прекращается и пластина остывает на воздухе. Несколько сложнее отжиг алюминиевых заготовок: изменение их структуры начинается уже при 100 °C, в то же время температура красного каления алюминия близка к его температуре плавления. При слишком сильном нагреве алюминиевая чеканка начнет терять форму. Поэтому за отжигом алюминия следят с помощью предварительно прочерченных мылом полосок. Как только мыло обуглится и почернеет, отжиг прекращают и заготовку промывают в подогретом растворе едкого натра или двууглекислой соды. После отжига заготовка может потемнеть, в первую очередь это касается латунных или медных изделий, на которых остается слой черной окиси меди. Для возвращения им первоначального цвета проводят отбеливание заготовки в 10–15 %-ном растворе серной кислоты, если это черные металлы – в соляной кислоте или едком натре. Затем металл промывают проточной водой, обрабатывают порошком толченой пемзы, опять промывают и ставят на просушку в ящик с древесными опилками. Остужать лист лучше на открытом воздухе. Цветные и драгоценные металлы поддаются отжигу лучше черных. Разновидности чеканных работ Чеканка по литьюУ литых заготовок чеканят только поверхность. Можно приготовить отливку самому или расписать уже готовое изделие. В большинстве случаев отливки чеканятся из поделочной стали, меди и бронзы. Инструментов для выполнения работ требуется намного меньше, но они должны быть лучше закалены, так как отливка почти не деформируется. В качестве подложки используются в основном котелки со смолой, крупные детали зажимаются в тиски. Чтобы не повредить поверхность, под губки тисков или струбцин надо подкладывать свинцовые или деревянные подкладки. Массивные изделия можно обрабатывать прямо на полу. Чеканка на объемных изделияхУ этого вида чеканки есть свои особенности. В целом он более сложен по сравнению с чеканкой на плоской поверхности, и заниматься им начинающим не рекомендуется. При создании рисунка с учетом формы изделия необходимо делать несколько разверток. Для перевода лучше пользоваться копировальной бумагой, так как в этом случае проще вносить поправки, канфарение применяется крайне редко. При чеканке объемных изделий, как упоминалось ранее, их можно залить смолой целиком. Чаще всего заливку производят не в ящики, а в металлические котелки. Их заполняют смолой горкой, то есть так, чтобы она немного выступала над поверхностью котелка. Пока смола не затвердела полностью, ее покрывают влажной вощеной бумагой и чуть вдавливают заготовку в смолу. Когда смола застынет, на поверхности образуется углубление в форме предмета, в которое изделие кладут при обработке. Под котелок во время работы подкладывают резину, чтобы смягчить удары по столу. Для большего удобства котелок устанавливают в металлическое кольцо чуть меньшего диаметра. Оно служит опорой для котелка и позволяет поворачивать его под любым углом к мастеру. Вытапливают смолу из объема так: изделие подвешивают над ящиком широким отверстием вниз и начинают нагревать с этой же стороны. Для полной очистки проводят отжигание. Если изделие имеет узкое горлышко, то нагрев должен проводиться именно в районе горловины, так как смола при нагревании увеличивается в объеме и может разорвать форму. Выколотку рельефа производят с помощью крюка и трещотки (рис. 121).  Рис. 121. Работа трещоткой: а – обычной; б – с указателем. Для этого изделие закрепляют на подложке, после чего боевой конец крюка ставят изнутри на участок рельефа и производят несильный удар молотком по штанге крюка. Перемещая рабочую часть по внутренней поверхности, весь рельеф выколачивают до желаемой высоты. Неудобство при работе крюком состоит в том, что им заняты обе руки, поэтому заготовка остается без контроля. При работе трещоткой ее рукоять закреплют в тисках, а рабочий конец располагают внутри изделия. Сильными ударами по ручке инструмента заставляют его вибрировать и выколачивают боевым концом рельеф (рис. 121, а). Особенность работы заключается в том, что перемещается не чекан, а обрабатываемая форма. Более удобны трещотки с указателем (рис. 121, б), значительно упрощающим работу. При работе с этими инструментами требуется большой опыт, потому что работать приходится почти вслепую. Начинающий чеканщик может создать объемное изделие, выполнив сначала развертку рельефа, а потом согнув ее в готовое изделие и спаяв. Высокий рельеф при этом придется осторожно подправить, так как при сгибании он теряет форму и может сломаться. Контурная чеканкаОна выполняется только расходниками на плоском листовом металле без выколотки рельефа. Контурная чеканка напоминает гравировку, но, в отличие от последней, может быть как вогнутой, так и выпуклой. Чаще всего таким образом украшаются различные предметы быта (рис. 122).  Рис. 122. Орнамент на медном чайнике. Очень хорошо смотрится орнамент, выполненный контурной чеканкой в одну линию. При этом для придания линиям дополнительной четкости фон можно немного опустить. Часто фон покрывается мелким орнаментом, выполненным пуансонами. Контурные чеканки делаются целиком на смоле. В некоторых случаях засмолку проводят несколько раз. В древности мастера создавали изделия только за счет опускания фона. Рисунок при этом оставался выпуклым и нетронутым, линии получались более мягкими. Ажурная чеканкаЭтот вид чеканного мастерства так же называется «железные кружева». Фон изображения нарезается с помощью специальных сечек. Для удобства сначала делается расходка контура острым обводником, потом по этим линиям проводится высечка. Отжиг таких изделий производится с особенной осторожностью, так как тонкие перегородки могут легко расплавиться. Острые края и оставшиеся после просечки заусенцы запиливают напильником и надфилями. Часто материалом для ажурной чеканки служит готовое объемное изделие. В этом случае главное – соблюсти ритм пустот и линий рисунка, чтобы в результате получился красивый ажурный орнамент. Примером такой техники может служить серебряная конфетница, изображенная на рис. 123.  Рис. 123. Серебряная конфетница. Высечка линий делается гораздо реже, хотя этот прием может быть столь же эффектным. Декоративная отделка Для придания изделию законченного вида после выполнения всех чеканных работ можно приступить к отделке его металлической поверхности. Делается это не только для красоты, но и для того, чтобы изделия стали более стойкими к коррозии и окислению. ШлифовкаВ первую очередь поверхность шлифуют. Для художественных изделий не подходит грубая слесарная шкурка, мастера обычно берут нулевку. Процесс этот долгий и требует большого внимания. Чтобы не испортить рельефность композиции, на шкурку почти не надавливают. Для большего удобства наждачную бумагу приклеивают на спичечный коробок. На начальных стадиях шлифовки крупных изделий и при обработке краев можно использовать шкурку с крупным зерном, постепенно заменяя ее на более мелкую. Качество чеканки при этом не ухудшится. Кроме наждачной бумаги, для шлифовки используют различные шлифовальные порошки, известь и пемзу. Поверхность получается ровной и гладкой. На металл наносят тонкий слой смешанного с маслом состава и полируют его кусочком мягкой бархатной ткани. Используют как имеющиеся в продаже готовые порошки, так и собственноручно приготовленные смеси, например из взятых в равной пропорции венской извести, крокуса, мела и извести. Крупной наждачной бумагой можно сделать на поверхности изделия рисунок в форме чешуек. Для этого необходимо приложить ее к металлу и сделать рукой несколько круговых движений в одну, а затем в другую сторону. Лучше смотрится поверхность, целиком обработанная таким способом. ПатинированиеПосле того как полировка изделия окончена, можно придать изделию разнообразные цветовые оттенки обработкой различными химическими веществами. В результате их взаимодействия с металлом возникают новые соединения, которые образуют на поверхности несмываемый налет. Патинированием называется обработка металлов соединениями серы или хлора. При этом поверхность металла приобретает черный или сероватый цвет. При работе с химическими веществами необходимо соблюдать требования техники безопасности. Многие смеси легко воспламеняемы и опасны для жизни, поэтому хранить их нужно вдали от источников огня в герметично закрывающейся стеклянной посуде. Патинирование с использованием серной печениЧтобы получить этот состав, берут серу и поташ в соотношении 1: 2. Их тщательно перемешивают и нагревают на медленном огне в течение 20–25 минут, периодически помешивая металлической лопаточкой. Потом добавляют воду и продолжают нагревание до полного растворения. В результате жидкость окрашивается в черный цвет. Если изделие небольших размеров, то его погружают в раствор целиком, а когда оно не помещается в ванночку, можно использовать кисть с мягким ворсом. Через некоторое время на поверхности образуется налет черного цвета, который не смывается водой и не взаимодействует с кислотами. Для образования более ровного и густого налета перед патинированием металлическую пластину нагревают на закрытом огне. По окончании процесса изделие промывают под струей воды и высушивают. Можно легко придать изделию вид старинного произведения искусства, если протереть выступающие места чеканки смесью порошка пемзы и машинного масла. В этих местах металл приобретет исходный цвет, основной фон станет матово-серым, а там, где рельеф особенно глубокий, остается черным. Вместо пемзы можно использовать любое чистящее средство для металлической посуды. Наиболее эффектно смотрится обработанное таким способом серебро, но чаще всего это средство применяют при декоративной отделке меди. Патинирование с использованием сернистого аммонияРаствор готовится следующим образом: 1 чайную ложку порошка сернистого аммония растворяют в 1 л воды и тщательно перемешивают. После обработки этим составом изделие покрывается черным налетом сульфида меди. Если перед патинированием пластину прогреть, то цвет получится более насыщенным. Чем выше будет температура нагрева, тем более ярким получится цвет. Так можно получить всю гамму оттенков от коричневого до черного. Изделию можно вернуть первоначальный цвет, опустив его в смесь 10 %-ного раствора азотной и серной кислот. Держат его там до тех пор, пока не получится нужный цвет или сульфид меди не сойдет полностью. Если для приготовления состава используют концентрированные кислоты, то для приготовления раствора заранее рассчитывают необходимое количество кислоты и постепенно добавляют ее в воду. Нельзя смешивать кислоты до того, как они разбавлены водой. При взаимодействии азотной и серной кислот выделяется большое количество тепла, поэтому смешивать их нужно в специальной посуде для химических реактивов. Работать с этими кислотами следует с соблюдением всех требований техники безопасности. Пары сернистого аммония вредны для здоровья, работать с ним нужно или на свежем воздухе, или под вытяжным отверстием. При неосторожном обращении с кислотами можно получить сильные ожоги. Если кислота все-таки попала на открытые участки кожи, надо промыть их под струей холодной воды и обработать 3 %-ным раствором пищевой соды. Пострадавшего необходимо отвезти в больницу. Нельзя доверять работу с кислотами детям и подросткам. Если чеканку ребенок вполне может выполнить самостоятельно, то до процесса химической обработки его допускать не следует. Хранить сернистый аммоний нужно в герметичной стеклянной посуде в темном прохладном месте. Кислоты нельзя держать вместе с щелочами и горючими материалами. Патинирование латуни с использованием триосульфата натрия и азотной кислотыДля того чтобы окрасить изделие из латуни в темный с красивыми оттенками цвет, берут 1 чайную ложку триосульфата натрия и разводят его двумя стаканами теплой воды. Раствор перемешивают до однородного состояния и добавляют в него 1–1,5 чайные ложки концентрированной азотной кислоты. В результате образуется мутная смесь желтого цвета с резким неприятным запахом серы. Чеканку опускают в этот раствор на 10–15 минут. С увеличением времени изделие последовательно будет окрашиваться в серый, зеленый, синий или фиолетовый цвет. Патинирование можно ускорить, прогрев изделие перед погружением в раствор в горячей воде. После достижения желаемого цвета надо аккуратно вынуть чеканку из раствора с помощью пинцета и хорошенько промыть водой. Натереть изделие просеянным речным песком, а затем вторично погрузить в химический раствор, чтобы патина окончательно закрепилась. Обработанную пластину еще раз промывают водой, после чего насухо вытирают и обрабатывают порошком пемзы с помощью мягкой губки. Высушенному изделию можно придать дополнительный блеск, если протереть его тампоном, смоченным машинным или растительным маслом. Патинирование алюминия с использованием соляной кислотыДля приготовления раствора смешивают 1 л концентрированной соляной кислоты и 150–200 г электролита медной кислой ванны. Погружают изделие в раствор на 5–7 минут или наносят состав на поверхность с помощью кисточки или губки. Чеканка покроется черным налетом, густоту которого можно регулировать, увеличивая или уменьшая на несколько минут время нахождения изделия в растворе. После обработки промывают изделие под струей холодной воды и высушивают. Чеканку очищают от небольших шероховатостей смесью порошка пемзы с маслом. В заключение дополнительно шлифуют. ОксидированиеЭтот способ обработки поверхности дает возможность получить различные цвета. Для оксидирования чаще всего используется концентрированная азотная кислота. При работе с ней необходимо соблюдать требования техники безопасности, работать в химических резиновых перчатках. Оксидирование медной пластиныПеред началом обработки готовят тампон из ваты или кусочка губки. Держать его нужно не руками, а пинцетом или закрепив на конце карандаша. Смочив тампон в концентрированной азотной кислоте, начинают осторожно обрабатывать поверхность чеканки. После этого нагревают изделие на газовой горелке. Изменяя температуру и время нагрева, можно придать чеканке различную окраску от зеленого до черного цвета. По окончании обработки чеканку необходимо промыть и просушить. Чтобы выделить выступающие части рисунка, его сначала протирают мягкой тканью, смоченной в бензине или в любом другом растворителе, а затем на выбранные места наносят абразивный порошок. После окончания обработки изделие повторно шлифуют. Таким же образом оксидируют и изделия из латуни и бронзы. Оксидирование алюминияЭтот способ обработки хорошо защищает чеканку от коррозии. Обработка проводится без использования кислоты и позволяет получить богатую гамму оттенков. Перед началом оксидирования поверхность смачивается ацетоном, чтобы удалить жирные пятна и грязь, после чего изделие просушивается и обрабатывается бензином или другими растворителями. Затем производится нагревание с помощью паяльной лампы, включенной на среднюю мощность, при этом поверхность начинает быстро темнеть. Пламя должно равномерно прогревать всю поверхность. Не надо забывать, что температура плавления алюминия, по сравнению с другими металлами, низкая, поэтому горелку лучше держать на некотором расстоянии от изделия. Насыщенность цвета и его оттенки зависят от количества нанесенного на поверхность растворителя. Его требуется немного для получения синего цвета, больше – для черного. С помощью растворителя можно дополнительно затемнить некоторые детали чеканки. Для обработки мелких деталей используется тонкая кисточка или пипетка. Убрать нагар и вернуть металлу его естественный цвет можно с помощью порошка пемзы. Его смешивают с маслом и наносят на небольшой кусочек губки, которым протирают выбранные места. ОкраскаОкрашивать чеканные изделия можно разными способами. Наиболее распространенным из них является обработка металла химическими соединениями. В результате реакций на поверхности образуется тонкий слой нового вещества, имеющего другой цвет. Меняя состав окрашивающего вещества или внося в него небольшие добавления, можно получить богатую гамму оттенков. Перед началом обработки изделие необходимо очистить от грязи, окиси и пр. Первая чистка – ручная – проводится мягкой тряпочкой с порошком пемзы или извести. Затем поверхность протирают растворителем или кипятят чеканку в слабом растворе едкого натра, чтобы удалить жировые пятна. После этого можно приступать к промывке и просушиванию. Чтобы окрашивание было равномерным, изделие непосредственно перед началом окрашивания опускают в раствор, состоящий из равных частей денатурированного спирта и воды. Части чеканки, не нуждающиеся в окраске, покрывают асфальтовым лаком, который впоследствии можно легко удалить скипидаром. Во время всех операций с химическими реактивами необходимо соблюдать меры безопасности. Погружаемые в раствор или прошедшие обработку изделия следует брать пинцетом, руки желательно защищать резиновыми перчатками. Окраска медиМожно окрасить медь в различные цвета от оранжевого до темно-красного следующим способом. Приготавливают два раствора: 150 г серновато-кислого натрия на 1 л воды и 10 г яри медянки, 25 г медного купороса на такое же количество воды. Их смешивают в равных пропорциях и нагревают до 70–80 °C. Изделие погружают на короткие промежутки времени в раствор, так как насыщенность цвета меняется довольно быстро. Нужного оттенка можно добиться продолжительностью выдержки. Окрашенная таким же образом латунь будет иметь сходный спектр окраски, но с примесью желтого цвета. В насыщенный коричневый цвет медь окрашивают кипячением в растворе медного купороса. Через 10 минут металл приобретает матовый сероватый оттенок, который легко счищается, если протереть остывшую чеканку подогретым льняным маслом. Яркость окраски можно регулировать концентрацией медного купороса. Средняя норма – 150 г на 1 л воды. Чтобы придать чеканке желтую окраску, поступают так: сначала погружают ее на несколько минут в 10 %-ный раствор соляной кислоты с добавлением 1–2 г поваренной соли. Затем готовят смесь из 200 мл 20 %-ной азотной кислоты, в которую постепенно вливают 100 мл концентрированной серной кислоты. Так как реакция сопровождается выделением большого количества тепла, надо соблюдать осторожность. Просушенное изделие на короткое время погружают в этот раствор, затем сразу промывают под проточной водой. От пережигания могут образовываться пятна, которые удаляют, погружая чеканку в слабый раствор хлористого цинка. Окраска латуни и бронзыИзделия из медных сплавов (латунь и бронзу) легко окрасить в темно-коричневый цвет. Готовится смесь из 4 мл нашатырного спирта, 5 г щавелекислого калия и 200 мл уксусной эссенции. Необходимо покрывать чеканку приготовленным составом несколько раз, давая полностью высохнуть, пока она не приобретет нужный цвет. Образующийся при такой обработке металлический глянец скоро сходит, и изделие приобретает ровную коричневую окраску. Оттенки зеленого цвета можно получить и с помощью раствора, приготовленного из 5–10 г яри медянки, 10 мл нашатырного спирта, разведенных в 1 л воды. Изделие погружают в раствор несколько раз, после чего оно приобретает оливково-зеленый цвет. Для дальнейшей обработки в раствор добавляют еще 1 л воды. Чеканку опускают в ванну на несколько минут (интервал зависит от желаемой степени окраски), затем просушивают над огнем. Операцию повторяют несколько раз до тех пор, пока металл не приобретет нужного цвета. В фиолетовый цвет изделия из медных сплавов окрашивают следующим образом: чеканку нагревают до 70–80 °C и протирают кусочком войлока или ваты, пропитанным в сурьмяным маслом. Зеленый цвет чеканки приобретают после обработки поверхности слабым раствором азотнокислой меди с поваренной солью. После того как изделие просохнет, его протирают раствором 5 г щавелекислого калия и 10 мл нашатырного спирта, разведенных в 100 мл уксусной эссенции. В такой последовательности окрашивание следует проводить до тех пор, пока цвет поверхности не станет темно-зеленым. Для ускорения реакции чеканку прогревают на огне до температуры 50–60 °C. Есть и другой способ: готовое к окраске изделие обрабатывают тампоном, пропитанным олеиновой кислотой. На поверхности образуется слой окисла меди, имеющий темно-зеленый цвет. По прошествии некоторого времени он начинает блекнуть и в конце концов становится светло-зеленым с желтоватым отливом. Для закрепления окраски операцию повторяют несколько раз. Все оттенки желтого можно получить обработкой чеканки нейтральным раствором уксуснокислой меди (яри медянки). Кроме того, используют следующий состав: 20 г едкого натра и такое же количество молочного сахара тщательно перемешивают в 1 л воды и подвергают продолжительному кипячению. К смеси постепенно добавляют 20 мл концентрированного раствора медного купороса. Раствору дают остыть и на короткий срок кладут в него обрабатываемые изделия, после чего они приобретают золотистый оттенок. Этот способ обработки часто используется для окраски под золото. Более насыщенный цвет с красноватым отливом получается после протирания поверхности кашицей из 4 частей порошкового мела и 1 части сусального золота, которые разводят дистиллированной водой. Иногда употребляется состав, содержащий 15 г сернокислого аммония, 10 мл раствора хлористой сурьмы и 30 мл воды. Его необходимо прокипятить и несколько раз профильтровать, осадок размешать в 2–3 л горячей воды. Для лучшего растворения добавить едкий натр. Изделие погружают в ванну и держат до тех пор, пока оно не приобретет желаемого цвета. В серебряный цвет чеканку можно окрасить раствором 40 г винного камня и 14 г рвотного камня в 1 л горячей воды. Затем туда добавляют 50 г соляной кислоты, 125 г порошка олова и 30 г сурьмы. Состав нагревают и кипятят в нем изделие до тех пор, пока оно не покроется ровным налетом. Другой способ окраски – механический – требует специального оборудования и навыков. Для этого обычно используют порошковые краски или мелкую металлическую пыль различных цветов, для работы нужен пульверизатор, растворители и связывающие вещества, которые оставляют на поверхности изделия тонкий слой защитной пленки. Если всего этого нет, то порошки просто вколачиваются в металл киянкой или плоским чеканом. Этот процесс лучше повторить несколько раз, в промежутках промывая чеканку под струей проточной воды. После такого способа окраски требуется обработка поверхности лаком – цветным или прозрачным, выбор зависит от желания мастера. Необходимо помнить, что лаки покрываются трещинами и мутнеют при плохих условиях хранения. Можно наносить частицы металла на изделие и с помощью специального оборудования, под давлением. Но такой способ является очень дорогостоящим и не всегда доступен мастеру, работающему в домашних условиях. ЭмалировкаЭтому способу окрашивания подвергаются чаще всего небольшие художественные изделия или их отдельные участки. Эмаль представляет собой стеклянный сплав, содержащий различные цветовые добавки. Ее температура плавления ниже, чем у обрабатываемого металла, что позволяет легко производить обжиг. Эмаль наносят на холодную поверхность в виде размоченной в воде кашицы, разравнивают легкими ударами по чеканке, затем просушивают до полного испарения воды. Далее следует обжиг при температуре 600–800 °C. Изделия помещают на специальную подставку, которая не должна деформироваться под действием жара. После достижения температуры плавления эмаль растекается ровным слоем и становится похожа на стекло. Чеканку осторожно вынимают и дают ей остыть на открытом воздухе. Для того чтобы получить художественную композицию с применением различных цветов, сначала наносят эмали, температура плавления которых ниже. Перегородки делают из металлической проволоки, которую, в зависимости от замысла, можно убрать или оставить. Существует множество различных способов нанесения эмали и создания с ее помощью художественных произведений. В окрашивании чеканных изделий этот материал используется для создания контрастных композиций, усиливающих выразительность металла. ТаушированиеТауширование представляет собой процесс вколачивания в металл тонких проволок. Чаще всего таким образом подчеркивают границы рисунка. Предварительно по контуру делаются углубления либо с помощью острого резца, которым удаляется тонкая полоска материала, либо травлением, то есть выжиганием бороздок концентрированной кислотой. Расходники для этого не подходят, потому что оставляют коническое углубление, из которого проволока выпадает. Последний способ более традиционный, дает хорошее качество тауширования, но после него необходима дополнительная обработка металла у границ или ретуширование. Проволоку, подготовленную с помощью вальцов, вкладывают в прорезанные канавки и расклепывают специальным молотком. При этом необходимо следить за шириной – она должна быть постоянной. Мелкие дефекты устраняются шлифованием и полировкой. Оформление чеканного изделия После того как будут готовы рисунок и рельеф на чеканном изделии, надо позаботится о его внешнем виде. Края чеканки надо обрезать в соответствии с задуманными размерами. Затем края изделия загнуть со всех сторон и тщательно отшлифовать, чтобы на нем не было неровностей. Чтобы чеканное изделие можно было повесить на стену, с его обратной стороны делают петлю из проволоки. Можно сделать чеканку более красивой, если закрепить ее на деревянной плоскости, предварительно окрашенной в подходящий цвет или обожженной. Обжечь деревянную поверхность можно с помощью паяльной лампы или электровыжигателя. При желании можно использовать обожженное дерево, обработанное щеткой из металла или рубанком. Для декоративной обработки чеканки надо использовать только сухую древесину, иначе готовое изделие может испортиться. Ковка Кузнечное дело по праву считается одним из старейших ремесел. Самыми первыми изделиями, изготовленными этим способом, были золотые украшения. Трудно поверить в то, что около 8 тысяч лет назад золото было гораздо более распространенным металлом, чем железо. Последнее научились добывать и ковать намного позже, а искусством закалки железа человек овладел лишь в 1-м тысячелетии нашей эры. И в настоящее время техника художественной ковки является одним из самых сложных видов ремесла. Чтобы овладеть им в совершенстве, надо знать все не только о металлах и сплавах, но и уметь обращаться со всевозможными специальными инструментами, а кроме того, быть настоящим художником. Устройство и оборудование кузницы Не так-то просто устроить кузницу в частном доме, а в городской квартире это совсем невозможно, даже на первом этаже. По требованиям противопожарной безопасности она должна располагаться в отдельном строении площадью не менее 40 м2, но для работы над мелкими изделиями кузницу можно сделать совсем небольшой – всего 16 м2. Стены лучше соорудить из кирпича, но если у выбранного строения они деревянные, их необходимо будет оштукатурить. Пол делают земляной или выложенный кирпичом, дверь должна обязательно открываться наружу. Помещение должно быть светлым, с высоким потолком и вытяжными отверстиями. При горении топлива расходуется много кислорода, и кузнец может время от времени испытывать недостаток воздуха. В этом случае помещение необходимо дополнительно проветривать. В прошлом кузница обычно ставилась на отшибе, в стороне от остальных домов. И не только потому, что кузнецов считали колдунами и побаивались, – мешал дым и постоянный стук молота. При выборе места нужно позаботиться не только о собственном удобстве, но и о спокойствии соседей. Еще одно требование: искры из дымохода или от открытого горна не должны долетать до находящихся неподалеку строений или легковоспламеняющихся предметов, например стогов сена. Внутреннее устройство кузницыПри планировке внутреннего пространства необходимо соблюдение ряда требований, которые могут значительно облегчить работу (рис. 124).  Рис. 124. Схема планировки кузницы: а – горн; б – наковальня; в – бачок с водой; г – стол для инструментов; д – шкаф; е – кузнечный верстак; ж – ящик для хранения угля. Главная деталь кузницы – горн (рис. 124, а) – устанавливается около дальней от входа стены. Как правило, горн устраивается в центре помещения, чтобы к нему можно было свободно подойти со всех сторон. Рядом, на расстоянии 1,5–2 м от горна, ставится наковальня (рис. 124, б), которая располагается так, чтобы ее рог был с левой стороны от кузнеца, находящегося между горном и наковальней и стоящего к ней лицом. Неподалеку должен находиться бачок с водой для остужения заготовок и инструментов (рис. 124, в). Инструмент раскладывается на металлическом столе (рис. 124, г), имеющем две полки: наиболее часто употребляемые инструменты (молотки, зубила, клещи) располагаются на верхней полке, специальные – на нижней. Рукоятки инструментов должны немного выступать за край стола. Запасные и редко используемые инструменты хранятся в шкафу (рис. 124, д) на крючках или полочках. Вдоль стен располагаются столы для вспомогательных работ, на которых находятся тиски, точило и другие приспособления, а также жесткий кузнечный верстак (рис. 124, е). На противоположной стороне, в углу, ближе к горну ставят ящик для хранения угля (рис. 124, ж). Нагревательное оборудованиеГорнГорну по справедливости отводится первое место. Это приспособление используется везде, где ведется ковка металла. В разных странах горны имеют примерно одинаковую форму, которая вырабатывалась на основе опыта многих поколений. По конструкции различаются стационарные и переносные горны. И те и другие довольно просто сделать самостоятельно. Стационарные делаются из кирпича или из металла и кирпича (рис. 125).  Рис. 125. Устройство стационарного горна: а – столешница; б – очаг; в, г – внутренняя и наружная трубы; д – зонт; е – чугунная колосниковая решетка; ж – фурма; з – шлакосборник; и – трубопровод с заслонкой. Столешница, обычно квадратная (100 х 100 или 100 х 150 см), изготавливается из строительного кирпича (рис. 125, а). В центре делается ровное углубление для очага размерами 40 х 40 х 15 см, которое выкладывается огнеупорным кирпичом (рис. 125, б). В углубление засыпается топливо, там же нагреваются заготовки. Часть образующихся при сгорании топлива шлаков удаляется через внутреннюю трубу (рис. 125, в), часть улавливается зонтом (рис. 125, д) и выходит через наружную трубу (рис. 125, г). Внутренняя труба при этом накаляется, вследствие чего увеличивается тяга. На дне очага делается отверстие для подачи воздуха, над которым устанавливается чугунная колосниковая решетка (рис. 125, е). Под ней находится устройство, внешне напоминающее конфорку газовой плиты, – фурма (рис. 125, ж). Она служит для равномерного распределения воздуха по очагу и защищает воздухопровод от попадания в него шлаков и золы. Это наглядно видно на рис. 126.  Рис. 126. Чугунная колосниковая решетка. В нижней части фурмы делается шлакосборник, или крышка (рис. 125, з), в котором скапливаются мелкие частички шлака. Его периодически открывают и очищают от отходов. Отверстие для подачи воздуха располагается сбоку, в стенке фурмы, и оборудуется заслонкой, чтобы обеспечить равномерную подачу воздуха (рис. 125, и). Сопло может располагаться и в боковой стенке очага, тогда это горн с боковым дутьем (рис. 127).  Рис. 127. Горн с боковым дутьем. Устройство его значительно проще, он не имеет решетки и шлакосборника, а отходы удаляются через находящийся в задней части канал. Подача воздуха в стационарный горн осуществляется с помощью компрессора или сильного вентилятора. Можно использовать и домашний пылесос, подсоединив его шланг к выходному отверстию и прикрыв пластмассовый корпус жестяным кожухом от попадания искр (рис. 128).  Рис. 128. Подача воздуха в горн с помощью пылесоса. Переносные горны отличаются большей простотой. Их конструкции могут быть очень разнообразными. На рис. 129 изображен переносной горн с педальным приводом, используемым для подачи воздуха.  Рис. 129. Переносной горн с педальным приводом. Для переносных горнов может использоваться паяльная лампа, создающая поток воздуха (рис. 130).  Рис. 130. Переносной горн с использованием паяльной лампы. Работа горнаТопливом для горна служит малозернистый каменный уголь. Хорошую температуру дает коксующийся уголь. Однако чаще всего в небольших кузницах используется древесный уголь. Он более доступен, но коэффициент его полезного действия не превышает 2,5 %. В промышленности для растопки горнов используется жидкое топливо, но его нужно подводить с помощью специальной аппаратуры и принимать особые меры предосторожности, чтобы в кузнице не произошел пожар или взрыв. Поэтому кузнецы-художники пользуются в основном угольными горнами. Когда в работающем горне устанавливается режим горения, топливо разделяется на три зоны (рис. 131).  Рис. 131. Горение угля в горне. Самый верхний слой образует свежий уголь, из которого под действием идущего снизу тепла испаряется влага. Нагревающееся топливо распадается на летучие вещества и кокс, который при горении дает основное количество тепла. Отходы горения оседают на решетку в виде золы. НаковальняЕще одним незаменимым элементом кузницы является наковальня. На ней металлу придается необходимая форма, проводится закалка и другие основные операции. Стационарные наковальни делают из прочной легированной стали, их масса достигает 350 кг. На наковальню приходится большая нагрузка, и поэтому она должна обладать устойчивостью и прочностью. При легком ударе кузнечным молотом хорошая наковальня издает ровный и чистый звук, а если в ней есть трещины или пустоты, звук получается глухим. На рабочей поверхности наковальни при надпиливании остается только едва заметный след. Наиболее распространены двурогие наковальни (рис. 132), но встречаются и однорогие.  Рис. 132. Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак. Рогом называется выступ на ее боковой части, который, в зависимости от назначения, имеет разную форму (рис. 132, а). У большинства однорогих наковален он конусообразной формы и предназначен для гибки и раскатки закругленных частей изделий. Второй рог делается в виде усеченного конуса и удобен для загибания на углы меньше 90°. У основания рога имеется специальная незакаленная площадка для рубки металла зубилом (рис. 132, е). С противоположной стороны наковальня имеет похожий на рог выступ квадратной формы – хвостовик (рис. 132, б). Он используется для гибки под прямым углом. У однорогих наковален для этой цели служит край рабочей поверхности. Плоская поверхность в центре наковальни называется лицом, на ней производится большинство операций плоской ковки (рис. 132, в). Для большей прочности на нее иногда наваривается пластина из прочной стали – наличник. На рабочей поверхности со стороны рога имеется одно или несколько круглых углублений для пробивания в заготовках отверстий (рис. 132, г). С другой стороны сделано квадратное отверстие 35 х 33 мм для установки подкладного инструмента (рис. 132, д). Наковальня опирается на массивную ногу, или башмак (рис. 132, ж), который имеет четыре крепежных отверстия и выемку в нижней части основания. В башмак вставляется центральный шип, скрепляющий наковальню с подставкой. Под наковальню необходимо сделать прочную деревянную или песочную подушку, которая гасила бы импульс от удара по лицевой части. Крепление производится с помощью костылей, вставляющихся в отверстия ноги, или хомутами. Для большей устойчивости основание немного вкапывают в землю. Лицевая поверхность должна располагаться строго горизонтально. Вокруг наковальни оставляют свободное место, на котором, не мешая друг другу, могут работать кузнец и молотобоец. Для большего удобства ее размещают на расстоянии 1,5 м от горна рогом от него. Высота, на которой устанавливается наковальня, делается такой, чтобы удар молотом по наличнику приходился горизонтально. При этом работающий не должен тратить дополнительных усилий на подгонку удара – нагибаться или слишком высоко поднимать инструмент вверх. Поверхности горна и наковальни должны располагаться примерно на одном уровне, что уменьшает усилия при переносе деталей. Техника безопасности при работе в кузнице Первое правило – противопожарная безопасность. Работа в кузнице требует применения огня и высоких температур (до 1500 °C). Под рукой всегда должны быть песок и вода, а также огнетушитель. Кроме этого, необходимо учитывать требования безопасности при оборудовании кузницы. На различных стадиях обработки металла его приходится нагревать до очень высоких температур на открытом огне. При этом топливо в горне время от времени необходимо ворошить, в стороны летят искры и кусочки угля. Часть их попадает в дымоход, а часть разлетается по кузнице. Раскаленные частички топлива не должны попадать на легковоспламеняющиеся вещества, бумагу, деревянные предметы или одежду. Во время работы инструменты подвергаются действию тех же температур, что и нагреваемые детали. Поэтому их периодически надо охлаждать в воде. Так как емкость с водой ставится недалеко от горна и наковальни, то вода быстро загрязняется пеплом и мелкими крошками металлов. Перед началом ковки ее обычно меняют. От частого раскаливания и охлаждения инструменты теряют закалку, становятся мягкими и меняют свою форму. На них могут образовываться сколы, трещины и заусенцы. Особенно это касается молота. Он испытывает сильные деформации от постоянных ударов, рабочая поверхность его опускается и расползается в разные стороны. Тогда его снимают, возвращают ему исходную форму и вновь закаляют. Неисправным инструментом проводить ковку запрещается. Когда молотом работает молотобоец, кузнец должен стоять так, чтобы направление удара не пересекало его тела. В такой позиции случайно соскочивший с ручки молот не причинит ему вреда. Молотобоец – не самостоятельный кузнец, а помощник, поэтому должен беспрекословно подчиняться командам мастера. Они подаются голосом, громко и четко. Простые команды и точное место удара можно показать ручником. Окончание работы происходит только по приказу «Стой!» или «Отбой!». До него нельзя убирать заготовку с наковальни, иначе холостой удар придется по наличнику и сильно деформирует инструмент. Поковку необходимо класть всей поверхностью, чтобы удар целиком поглотился наковальней. В противном случае часть импульса перейдет в поддерживающий инструмент и он вылетит из рук (или деталь деформируется). Удар должен приходиться строго по заготовке или по промежуточному инструменту, а не по наковальне или клещам. Для рубки на наковальне существует специальный незакаленный участок у основания рога. Первый удар делается слабо, им только намечается направление прорубки. Последний также должен быть легким, его можно проводить на краю наковальни, держа заготовку отрубаемым концом от себя. Во время работы все участки тела необходимо защитить от случайного попадания искр и кусочков отлетающего металла. Ранить могут отлетевшие куски окалины, поэтому перед работой с заготовки необходимо счистить окалину с помощью металлической щетки, скребка или сбить легкими ударами молотка. Чтобы уберечься от высокой температуры горна, лучше надеть рабочий костюм или комбинезон из плотной (брезентовой или холщовой) ткани. Он должен закрывать все участки тела. Следует помнить о том, что многие инструменты в кузнице нагреваются. Металл хорошо проводит тепло, и, если даже в огонь помещалась только рабочая часть, ручка все равно будет горячей. Заготовки, побывавшие в горне, надо брать только специальными клещами. На руки необходимо дополнительно надеть рукавицы из кожи или двойного брезента. Ненужный инструмент сразу же охлаждают в баке с водой. Ботинки для работы в кузнице нужно взять массивные, на толстой подошве, чтобы защитить стопы от падающих на пол искр. Обычно это специальная строительная или военная кирзовая обувь. Ботинки должны также защищать от случайно упавшего на ноги инструмента или заготовки. Поверх рабочей одежды надевается кожаный фартук. Он должен защищать грудь и ноги кузнеца. Кроме этого, необходимо иметь головной убор из плотной войлочной ткани, простые рабочие рукавицы и защитные очки. Во время работы с раскаленными деталями в горне степень нагрева определяется по цвету металла. Чтобы предохранить глаза от яркого света, пригодятся очки с затемненными стеклами. Посторонних в кузнице не должно быть! Они так или иначе могут отвлечь от работы и ослабить внимание. Кроме того, во время работы они сами могут оказаться в опасности. Помощь при несчастных случаяхПри любом серьезном несчастном случае следует обратиться к врачу. Но до этого пострадавшему можно оказать доврачебную помощь. Если кузнец чувствует удушье, головокружение или начинает терять сознание, то ему сразу же нужно выйти из помещения, расстегнуть рабочую одежду, облегчив доступ свежего воздуха. Причинами такого состояния являются не усталость и переутомление, а недостаток кислорода, который активно расходуется при горении, или тепловой удар. Последний возникает при повышении температуры в помещении. После выхода на свежий воздух следует сбрызнуть лицо и грудь холодной водой. При небольших ожогах пораженное место смазывается раствором марганцовокислого калия или стрептоцидовой мазью. Если обожжен большой участок кожи, то около пострадавшего места аккуратно разрезается одежда и на него накладывается стерильный бинт. Для облегчения боли при ушибах различной тяжести на место удара накладывается холодный компресс. Если пострадала кость, необходимо сделать перевязку или поставить твердую шину и обратиться в медпункт. Инструменты По назначению все кузнечные инструменты делятся на основные, вспомогательные и измерительные. В группу основных инструментов, кроме рассмотренных выше, входят различные кувалды, гладилки, шпераки и пр. С их помощью металлу придаются необходимые формы и размеры. Основные инструменты, в свою очередь, делятся на опорные, подкладные и ударные. Опорные инструментыК ним, кроме большой наковальни, относятся так называемые шпераки – маленькие наковальни массой до 4 кг (рис. 133).  Рис. 133. Шпераки различной формы. Они устанавливаются в квадратное отверстие наковальни или вставляются непосредственно в опору наковальни. Их форма зависит от характера выполняемых работ, каждый мастер обычно делает шпераки сам с расчетом на конкретное изделие. На них выполняется окончательная ковка мелких частей детали, гибка сложных форм и другие специальные операции. Ударные инструментыК ударным инструментам относятся молоток (ручник) и кувалда (молот) (рис. 134, а, в).  Рис. 134. Кувалда и молотки: а – кувалда; б – боевые молоты; в – ручник; г – фасонные молотки. Самый тяжелый инструмент кузнеца – кувалда, ее вес может достигать 16 кг. Собственно кувалдой (рис. 134, а) называют молот с двумя плоскими бойками. Если один из бойков (задок) клиновидный, то молот называют боевым (рис. 134, б). Задок служит для разгона металла. Он может быть односторонним или двухсторонним, продольным или поперечным. Кувалдами и боевыми молотами весом 10–12 кг работают молотобойцы двумя руками. Длина ручки у такого инструмента 70–95 см. Там, где не требуется очень большой силы удара, пользуются молотами весом 2–4 кг, которыми иногда можно работать и одной рукой, без молотобойца. Ручник (рис. 134, в) используют для мелких поковок, для указания молотобойцу места удара кувалдой и других работ. Его вес – 0,5–2 кг, а длина рукоятки – 35–60 см. Задок клиновидный, тупой, заостренный или шарообразный. Фасонные молотки (рис. 134, г) предназначены для работы над деталями различной формы, их каждый мастер изготавливает самостоятельно по своим потребностям и особенностям работы. Особым ударным инструментом является киянка – молоток, полностью сделанный из дерева. В кузнечном деле киянка применяется в основном для работы с проволокой. У всего ударного инструмента необходимо часто проверять крепление головки к рукояти и состояние самой рукояти. Иногда рукоять делают металлической и приваривают к головке, но такой инструмент быстро нагревается и отдает в руку при ударе, то есть плохо амортизирует удар. Деревянная рукоять лучше, но она может треснуть или расшататься в месте насадки. Треснувшую рукоять нужно сразу же заменить, а насадку регулярно проверять и поправлять. Если после нескольких ударов головка вновь начинает шататься на рукояти, ее необходимо снять и насадить заново. Для того чтобы инструмент не подвел в нужный момент, его нужно периодически проверять. Насадочное отверстие кувалд и некоторых молотков имеет расширение в обе стороны, чтобы повысить прочность крепления ручки. От сильных ударов клин часто расшатывается, и его время от времени подправляют. Рукоять делают деревянной, из прочных сортов дуба, клена, рябины, с небольшим утолщением к свободному концу. Она часто трескается или ломается в месте крепления молота (на него приходится наибольшая сила удара), поэтому при появлении трещин ее необходимо заменить. Для большей безопасности ручку кувалды иногда делают металлической, наглухо приваривая ее к головке. Но она намного хуже деревянной амортизирует удар, и импульс вибрирующей рукоятки передается в руку. Подкладные инструментыПодкладные инструменты располагаются между молотом и поковкой или между поковкой и наковальней. К ним относят зубило, подсечку, пробойники (бородки), обжимки, подбойки, раскатки и гладилки. Зубило и подсечкаЗубило (рис. 135) и подсечка (рис. 136) применяются для рубки металла.  Рис. 135. Виды зубил: а – для поперечной рубки холодного металла; б – для поперечной рубки горячего металла; в – для продольной рубки; г – для рубки по радиусу; д – для фасонной рубки.  Рис. 136. Подсечка. Кузнечное зубило имеет отверстие для ручки и насаживается без расклинивания. Различают зубила для горячей рубки (угол заточки не более 50°), для холодной рубки (угол заточки не менее 60°), зубила с полукруглым лезвием и фигурные зубила. Нож фасонных (фигурных) зубил имеет закругленную форму и служит для вырезания контуров неправильной формы. Подсечка вставляется в отверстие наковальни с помощью четырехгранного хвоста. Можно производить рубку металла между зубилом и подсечкой с помощью одного зубила (на площадке у основания рога наковальни) или на самой подсечке. Работать зубилом можно и с использованием подсечки, которую устанавливают в отверстие на хвосте наковальни. Эти инструменты выпускаются парами. Зубилом можно высекать узоры. Для этого раскаленную поковку следует положить на лицо наковальни и держать щипцами или зажать в тисках. Наставив зубило, нужно наносить удары молотом или ручником. На холодной заготовке рисунки и узоры лучше насекать слесарным зубилом и молотком. Пробойники и бородкиПробойники (рис. 137) и бородки служат для пробивания отверстий.  Рис. 137. Пробойник. Их, как и зубила, насаживают на рукоятки. Пробивание (просечка) отверстий производится на горячей заготовке с помощью круглого отверстия наковальни. Вначале ударом пробойника нужно сделать на металле углубление на месте будущего отверстия, затем переместить заготовку на лицо наковальни и несколько раз с помощью пробойника ударить по тому же месту. Вновь прогреть заготовку и положить ее противоположной стороной вверх. Выбить пробойником отверстие. Оформить его проковкой на роге наковальни. По сечению рабочей части различают квадратные, прямоугольные, круглые, овальные и фасонные пробойники, которые используются для просечки различных отверстий и декоративных работ. ОбжимкиОбжимки придают изделию цилиндрическую (рис. 138) или граненую форму.  Рис. 138. Обжимка цилиндрической формы: а – верхник; б – нижник. Они состоят из двух половин – верхника и нижника. Нужно вставить нижник хвостом в квадратное отверстие наковальни, положить на него разогретую заготовку, наложить на нее верхник и наносить по нему удары до смыкания частей обжимки. Для получения длинного участка сечения нужно постепенно передвигать заготовку по мере проковки. ПодбойкиПодбойки (рис. 139) состоят из верхника и нижника и применяются для выделки углублений, канавок, желобков и т. п., а также для облегчения протяжки металла при ручной ковке. Их рабочая поверхность может быть разной формы.  Рис. 139. Подбойки: а – верхник; б – нижник. РаскаткаРаскатка (рис. 140) – подкладной инструмент, напоминающий молоток с выпуклым (полукруглым) бойком и плоским задком.  Рис. 140. Раскатка. С ее помощью ускоряется вытяжка металла в длину. ГладилкиИх используют для выглаживания поверхности изделия, удаления следов от кувалды. Рабочая поверхность гладилок хорошо отшлифована, края немного приподняты, чтобы грани не пропечатывались на поковке. Гладилки тоже парные инструменты, но можно работать и одной верхней частью. Форма инструментов может быть полукруглой, тогда выглаживать поверхность лучше на роге. ГвоздильняГвоздильня (рис. 141) – металлическая доска толщиной около 2,5 см и размером обычно 30 х 4 см, в которой сделаны конические отверстия разных размеров.  Рис. 141. Гвоздильня. С помощью гвоздильни можно делать (высаживать) головки болтов и заклепок, шляпки гвоздей и т. п. Гвоздильня предназначена для изменения формы конца стержня. Обычно ее используют для получения утолщенных шляпок гвоздей, заклепок или болтов. В нее вставляют меньший по размерам стержень и серией ударов деформируют выступающую часть так, чтобы она заполнила собой все пространство формы. Ее стенки имеют небольшой уклон для облегчения снятия гвоздильни с заготовки. Многорядные гвоздильни представляют собой плиту с различными по форме отверстиями, которую устанавливают на плоской поверхности наковальни. Ударами в нее вбивают металл, а затем переворачивают и выбивают готовые детали. Формы и оправкиДля ковки однотипных изделий будут нужны различные формы, оправки и т. д. Кузнечная форма – это массивная стальная плита толщиной 10–15 см с отверстиями и желобами (ручьями) различной формы. Раскаленную заготовку необходимо наложить на нужное отверстие или ручей, под ударами молота она примет соответствующую форму. ПлитаПри изгибе различных кривых (завитков, меандров и т. п.) из прутков и полос используют стальную плиту с рядами просверленных отверстий. Плотно вставив в подобранные по шаблону отверстия стальные штыри, можно легко выгнуть вокруг них или между ними необходимую кривую. Особенно полезно это приспособление в тех случаях, когда необходимо сделать несколько одинаковых деталей для решетки, ограды и т. д. Вспомогательные инструментыВспомогательные инструменты и приспособления ускоряют и облегчают работу. Важнейшим вспомогательным инструментом являются кузнечные клещи. С их помощью поковки вынимаются из жара, удерживаются в ходе ковки, поворачиваются в нужное положение и т. д. Клещи бывают продольными, поперечными, с прямоугольными, квадратными, круглыми губками и т. п. (рис. 142).  Рис. 142. Клещи: а – для круглого металла; б – для квадратного сечения; в – для полосового металла.  Рис. 142 (продолжение). Клещи: г – для уголка; д – для широкой полосы; е – для заклепок. Рукояти клещей должны пружинить и легко удерживаться одной рукой. Для более надежного зажима поковки в клещах можно насадить на ручки кольцо – шпандырь. Если ширина захвата слишком велика, можно воспользоваться открытым (разомкнутым) кольцом (рис. 143).  Рис. 143. Клещи с круглым и скобообразным шпандырем. Для изгиба и закручивания некоторых изделий применяют специальные вилки с длинными рукоятками, позволяющие захватить заготовку для изгиба и приложить к ней большое усилие, не нанося ударов молотом. ТискиВ кузнице обязательно надо иметь одни или несколько тисков. Самые большие – слесарные – располагаются на отдельном верстаке. Их губки должны быть снабжены специальными насадками, смягчающими давление на горячий металл. Часто в тиски зажимают не сами заготовки, а подкладки или различные специальные приспособления, которые нельзя закрепить на наковальне. Для этого надо иметь специальные съемные тиски, закрепляющиеся на хвосте с помощью надежного винтового механизма. Хорошо иметь под рукой несколько струбцин разных размеров, особенно если мастер работает в кузнице один. Измерительные инструментыДля кузнечных работ используются как универсальные, так и специальные измерительные инструменты. Остановимся подробнее на специальных. Усадочная линейка используется для определения усадки детали при нагревании или остывании. Ее шкала имеет цену деления от 0,01 до 0,015 и позволяет измерять усадку на глаз, без помощи специальных формул. Кузнечные кронциркули делают многоразмерными, что позволяет снимать несколько размеров поковки. Это позволяет контролировать размеры детали в ходе всего процесса ковки. Шаблоны изготовляет сам кузнец для той детали, которую он обрабатывает. На них наносятся размеры поковки и припуск на механическую обработку. Материалы Для ковки в условиях небольшой кузницы можно использовать довольно большое число различных металлов и сплавов. Большинство изделий выполняется из стали всевозможных марок. СтальКак говорилось ранее, для ручной ковки наиболее пригодна так называемая поделочная сталь. Она наиболее ковкая и пластичная, легко поддается химической обработке. В этой главе различные сорта стали рассматриваются с точки зрения тех свойств, которые используются в кузнечном деле. Это прежде всего пластичность и ковкость. ПластичностьСталь и другие металлы состоят из кристаллов вещества, или зерен, которые в процессе перехода из жидкого состояния в твердое хаотически образуются одновременно во многих точках. Железо при температуре ниже 910 °C имеет кубическую кристаллическую решетку. Но на практике за счет различных неметаллических включений она нарушается. Свойства стали зависят как от характера решетки, так и от самих включений. В процессе холодной деформации размеры зерен металла уменьшаются, а сами зерна получают одинаковую направленность, вследствие чего верхний слой приобретает большую прочность. Этот слой называется наклепом. Во время горячей пластической деформации металл восстанавливает обычную кристаллическую решетку и зернистость, а значит, исходную пластичность. Легирующие добавкиВ состав стали, кроме углерода, входят другие добавки. Они оказывают различное влияние на свойства сплавов, которое необходимо учитывать при выборе заготовки для изделия. Сера и фосфор являются теми примесями, которые появляются в ходе выплавления стали. Они придают деталям хрупкость при красном калении (красноломкость). У металла, выплавленного мартеновским способом, содержание этих элементов ниже. Для нормальной ковкости оно не должно превышать 0,05 %. Чтобы не увеличивать количество серы в процессе ковки, рекомендуется пользоваться древесным, а не каменным углем, в котором ее меньше. Марганец снижает вредное воздействие серы, способствует лучшему сопротивлению ударам, делает металл более твердым и прочным. В разных сортах стали его содержание варьируется от 0,5 до 1 %. Кремний увеличивает упругость стали, но снижает вязкость и свариваемость. Его содержание не должно превышать 0,3 %. Кроме этого, применяются специальные добавки, влияющие на различные свойства стали. Для ковки лучше всего подходят никелевые сплавы: этот элемент повышает пластичность и вязкость металла. Хорошо поддаются обработке сплавы, легированные ванадием, который снижает величину зерна и тем самым увеличивает ковкость. Хром и вольфрам придают стали повышенную прочность и твердость, но отрицательно влияют на пластичность. Ковать такие сплавы сложно, нагрев их осуществляется медленно из-за низкой теплопроводности, температурный интервал ковки небольшой. Для легирующих добавок приняты следующие обозначения: хром – Х, марганец – Г, никель – Н, кремний – С, ванадий – Ф и др. Цифрами маркируют максимально допустимое по условиям выплавки содержание данного элемента; если число не проставлено, значит, содержание добавки меньше 1 %. Таким образом, сталь, содержащая около 0,07 % углерода, до 1 % марганца и не более 3 % никеля, будет обозначаться Ст7ГН3. Буква А в конце записи указывает на высококачественный сплав. Цветные металлы и сплавыВ кузнечном деле редко применяются чистые цветные металлы. В основном используются четыре группы сплавов: алюминиевые, магниевые, титановые и медные. Алюминиевые сплавыВ соответствии со своими свойствами эти сплавы делятся на две группы. К первой относятся высокопластичные сплавы с марганцем и магнием, обозначаемые АМГ. Они обладают прекрасными технологическими свойствами, хорошо куются и свариваются. Их отличает повышенная устойчивость к коррозии. Сплавы второй группы имеют более широкий спектр добавок, в которые входят медь (Д1, Д16), кремний (АВ), цинк (В93, В96) в различных комбинациях. Эти элементы придают материалам повышенную прочность и ковкость. Алюминиевые сплавы используются для изготовления деталей, испытывающих повышенные нагрузки. Дополнительную прочность изделиям можно придать холодной ковкой. Медные сплавыВ зависимости от основной легирующей добавки они делятся на латуни и бронзы. Первые отличаются большей прочностью и пластичностью за счет добавления цинка. Доля этого металла не должна быть очень высокой, иначе металл будет испытывать слишком сильные перегрузки во время ковки. В кузнечном деле используются также латуни со специальными легирующими элементами – свинцом, никелем, алюминием и т. д. В качестве основных добавок для изготовления бронзы применяются олово и алюминий, специальные добавки – такие же, как и у латуни. Эти сплавы отлично куются и чаще всего используются для изготовления художественных произведений, так как дают небольшую усадку и обладают устойчивостью к коррозии. Иногда для создания прочных поковок с низкой температурой каления берут магниевые и титановые сплавы. Но технологически изготовить из них поковку намного сложнее, чем из стали или бронзы, так как необходимо очень точно соблюдать температурный режим. Техника ковки Теперь рассмотрим процесс ковки. Хотя существует и холодная ковка, основные операции кузнец проводит именно с горячим железом. Разогревают его в горне. Это не такое уж простое дело, как может показаться. Способов и приемов ковки множество, но все их можно свести к нескольким основным операциям. Это осадка и высадка, протяжка или вытяжка, рубка, прошивка или пробивка отверстий, гибка, закручивание, отделка (выглаживание), нанесение рисунка, набивка фактуры и рельефа, кузнечная сварка. Нагрев металловЭтот процесс начинается с розжига и топки горна. Для начального нагрева холодного горна необходимо очистить очаг от золы и шлака, продуть фурму. Затем засыпать в очаг небольшой слой угля, следя за тем, чтобы отверстия фурмы оставались свободными, поверх него – древесную стружку или пропитанную керосином ветошь. Поджечь ветошь или стружку, засыпать сверху второй слой угля и начать слабо поддувать воздух в фурму. Когда уголь разгорится, добавить еще топлива и плавно увеличить подачу воздуха. Уголь в горне спекается в корку, под которой и развивается необходимая высокая температура. Для разогрева заготовки зарывают ее целиком или нужную часть в горячие угли подальше от фурмы (чтобы между металлом и фурмой постоянно был слой раскаленного угля) и засыпают свежим углем. Корка образует спекшийся свод, который должен всегда быть целым. Время от времени подгребают от краев очага к центру свежий уголь и слегка обрызгивают его водой. Если угли под коркой выгорели и образовалась большая полость, разрушают свод и подгребают свежий уголь; вскоре образуется новая корка. Заготовку периодически поворачивают для равномерного нагрева. Регулируют поддув так, чтобы пламя было нейтральным, невысоким, слегка коптящим. Избыток воздуха (высокое дутье) вызывает перегрев металла и оплавление кромок. Кроме того, образуется окалина, которая приводит к потерям (угару) металла, снижает качество и затрудняет дальнейшую обработку заготовки. Избыточный или неоправданно долгий разогрев заготовки приводит к пережогу металла, он становится хрупким, при ударе рассыпается на части. Хорошая ковкость появляется после достижения температурного промежутка, который для каждого металла свой. Нагревать заготовки чаще всего приходится до ковочной температуры, которая для разных видов стали составляет от 1200 до 1250 °C. Определение степени нагрева осуществляется с помощью специальных приборов – термопаров и пирометров. Но в условиях обычной кузницы проще и вернее определять ее на глаз. На разных степенях каления металлы окрашиваются в разные цвета, которые при остывании меняются в обратном порядке. При дневном освещении в тени температуры нагрева соответствуют следующим цветам: – 530–580 °C – темно-коричневый; – 580–650 °C – красно-коричневый; – 650–730 °C – темно-красный; – 730–780 °C – вишневый; – 780–830 °C – светло-вишневый; – 830–900 °C – красный; – 900–1050 °C – светло-красный; – 1050–1150 °C – соломенно-желтый; – 1150–1250 °C – лимонно-желтый; – 1250–1400 °C – ослепительно белый. Режимы нагреваПравильный режим нагрева имеет большое значение для качественной последующей обработки. Обязательно нужно учитывать температурный интервал, верно определять время нагрева заготовки, чтобы не допустить пережигания или недокала. Обычно ковку начинают при 1100° C и заканчивают при 700 °C. Следует помнить о том, что при длительном нагреве углерод стали выгорает прежде всего с поверхности. Если надо закалить изделие после ковки, долго греть заготовку нельзя. Лучше увеличить температуру в очаге горна. Нижняя граница ковки должна превышать отметку 723 °C, выше которой кристаллическая решетка металла меняет свою структуру на гранецентрированную кубическую. В этом состоянии сталь имеет наибольшую пластичность. Определение верхней границы ковки зависит от температуры плавления: она должна быть на 100–150 °C ниже последней. При превышении этого предела начинается резкое увеличение размеров зерен металла, что приводит к уменьшению пластических свойств. Такой дефект называется перегревом. Его можно устранить, проведя дополнительную ковку, после которой зернистость уменьшается, и подвергнув металл повторной термической обработке. Нагрев до более высоких температур в горне приводит к тому, что материал начинает плавиться, вследствие чего большое количество углерода и других газов проникает в его нижние слои. Там происходит активное окисление, которое в кузнечном деле называется пережогом. Связь между зернами нарушается, и металл навсегда теряет пластичность. Нагревание сплавов следует производить в строго ограниченном температурном промежутке, который определяется свойствами материала. Он обозначается буквами Тн и Тк – температура начала и конца ковки. При приближении к Тк у металла устанавливается мелкозернистая структура, которая обеспечивает высокую пластичность, поэтому при нагревании его стремятся доводить до этой температуры. Такой режим позволяет дольше ковать изделие. Но, с другой стороны, при долгом повышении температуры с поверхности начинает выгорать углерод. Деталь после этого будет очень трудно закалить. Поэтому режим следует выбирать заранее, с учетом поставленной задачи. Интервал, в котором можно проводить ковку, у разных марок стали различный. Самый широкий (до 500 °C) имеют малоуглеродистые сорта стали, что позволяет обрабатывать их в течение длительного промежутка времени без дополнительного нагрева. Чем выше содержание углерода, тем этот промежуток меньше. Другие металлы, например алюминий, имеют более низкий температурный интервал обработки. Для сплава ВД17 он составляет 400–470 °C. Во время ковки металл постепенно остывает и с трудом поддается деформации. Поэтому останавливать процесс надо уже при достижении температуры, которая на 20–30 °C выше Тк. Табл. 5 содержит информацию о температурных интервалах некоторых марок стали. Таблица 5. Температурные интервалы ковки Определение времени нагрева зависит от многих факторов. Не рекомендуется брать заготовки слишком большого диаметра, так как на полное прогревание требуется слишком много времени, за которое образуется большой слой окалины. В то же время, если слишком поспешить, то внутренние слои не приобретут достаточной пластичности и могут потрескаться. Скорость нагрева зависит также от сечения заготовки. Быстрее нагреваются круглые детали, медленнее – квадратные. У изделий большего сечения разница почти отсутствует. Нагрев в горне, заправленном древесным углем, круглой заготовки диаметром 10–20 мм происходит за 2–4 минуты, а квадратной – за 3–5 минут. Если размеры больше 30 мм, то время увеличивается до 8–15 минут, а у заготовок диаметром до 50 мм нагрев занимает до 25 минут. Поскольку каменный уголь дает меньшее количество тепла, то нагревать на нем деталь придется немного дольше. Для того, чтобы получить гарантированно ровный прогрев, поковки рекомендуется выдерживать в огне в течение срока, больше требуемого на 25 %. ОтжигОчень часто для выполнения художественных изделий требуется пластичная поделочная сталь, а под рукой оказалась только инструментальная. Как поступить в таком случае? Ковкость металла можно повысить, проведя отжиг. Как известно, содержащая меньшее количество углерода сталь более пластична. При отжиге сталь более высокой марки нагревается в горне при температуре 650–720 °C, что соответствует темно-красному цвету каления, в течение 2–3 часов. Регулировать режим ковки можно интенсивностью поддува. Периодически уровень накала надо проверять, охлаждение и перегрев одинаково нежелательны. По прошествии нужного времени горн выключают и заготовке дают постепенно остыть. Чем медленнее будет происходить этот процесс, тем пластичнее станет металл. Если отжиг проводится на древесном угле, то можно закопать заготовку в золу и оставить в таком виде на несколько часов. ОкалинаПри нагревании стальных изделий на поверхности образуется слой оксидов железа, называемый в кузнечном деле окалиной. Пластичность металла после ее появления заметно снижается. С повышением температуры окисление становится более интенсивным, особенно после 900 °C. Образование окалины гораздо сильнее при избытке воздуха, наличие которого определяется по коротким прозрачным языкам пламени. Ее верхний слой, называемый шубой, частично предохраняет металл от дальнейшего окисления. Параллельно происходит выделение углерода из верхних слоев материала, вследствие чего металл становится менее прочным и хуже закаливается. У заготовок большого размера часть газа из внутренних слоев переходит во внешние, и металл немного восстанавливает свою пластичность. В условиях кузницы полностью защитить поковку от образования окалины невозможно. Для уменьшения этого процесса применяют скоростной нагрев, однако делать это можно не во всех случаях. Следует также отметить, что образование окалины происходит не только во время нагревания, но и в течение ковки. Поэтому при переносе надо следить за тем, чтобы слой «шубы» не осыпался. Обрабатывая металл на наковальне, окалину удаляют только с тех частей, которые подвергаются деформации. У заготовок из малоуглеродистых сталей нагар легко удаляется ударами ручника. Перед тем как положить заготовку в горн, на нее наносят специальные обмазки. Они не только защищают металл, но и являются хорошим смазывающим материалом, снижающим время нагрева и увеличивающим пластичность металла. Простой способ защиты от окалины мелких изделий из инструментальной стали, например чеканов, напильников и т. п., – нагревать их внутри герметично закрытой трубы. Дефекты нагреваПри недогреве, который появляется при неправильно выбранном тепловом режиме или плохой поддувке, разные части заготовки во время ковки деформируются неодинаково. Это вызывает перекос и образование трещин. Если прокаливается только часть заготовки, необходимо следить за тем, чтобы весь подлежащий обработке участок был одного цвета. В противном случае поковка требуемой формы не получится. Важно следить за режимом поддува: он должен быть равномерным и давать необходимую для того или иного процесса температуру. Часто при неправильном нагреве на поверхности металла возникают трещины. Работы с поделочной сталью, как правило, обходятся без них, поскольку данные сорта обладают широким температурным интервалом ковки. Глубокие поперечные трещины появляются вследствие слишком быстрого нагрева заготовки, когда внутренние слои остаются еще холодными. Наиболее часто трещины образуются на поверхности, они возникают из-за того, что металл остыл до температуры, которая ниже Тк. Если при ударах молотом заготовка раскалывается на несколько частей, то это свидетельствует о пережоге стали. Начинающему мастеру следует особенно тщательно следить за соблюдением температурного режима ковки и нагрева. Рекомендуется до начала серьезной работы потренироваться на черновых заготовках, то есть не имеющих еще правильной формы. ВытяжкаВытяжка или протяжка – увеличение длины заготовки за счет поперечного сечения. Чаще всего возникает необходимость отковать из куска металла прут или полосу определенного сечения. Для этого надо взять раскаленную заготовку и положить ее на наковальню. Удерживая поковку клещами, наносят по всей длине удары узким бойком молота. Бить надо быстро и часто, за один нагрев отковывая как можно больший участок. Затем заготовку вновь нагревают, поворачивают на 90° и повторяют операцию. Для того чтобы поковка не раздавалась в ширину и вытягивалась в нужном направлении, применяют желобчатые (седлообразные) наковальни и шпераки, а также ручьи кузнечной плиты-формы. Если нужна круглая заготовка или заготовка с гранями, применяют обжимки (рис. 144).  Рис. 144. Использование обжимки при вытяжке. Они не только вытянут заготовку в длину, но и выгладят ее, придав нужное сечение. Поворачивая заготовку вокруг продольной оси (для получении граней – на определенный угол), надо ударять кувалдой по обжимке и постепенно передвигать заготовку вперед. Если необходимо получить всю поковку или отдельный участок в виде пластины (например, при ковке лепестков, листьев в растительном орнаменте), заготовку или ее часть расплющивают (разгоняют). При этом площадь увеличивается за счет уменьшения толщины. Расплющивать можно кувалдой или ручником на наковальне. Если необходимо раздать металл быстрее, надо воспользоваться раскаткой с полукруглыми рабочими поверхностями. Сила удара в таком случае будет сосредоточена на небольшом участке, и металл раздастся равномерно во все стороны. Вытяжка с переходамиЧаще всего, чтобы выполнить протяжку с большим перепадом размеров, ее проводят в несколько этапов, в промежутке выполняя кантовку. Такая последовательность операций называется переходом. Наиболее удобная последовательность переходов: несколько протяжек с последующей кантовкой на 90°, затем на 45° и закругление с помощью обжимок, раскаток и других специальных инструментов. Для выполнения нескольких последовательных операций существует правило: независимо от задуманного результата в процессе протяжки заготовка сначала куется квадратного сечения, затем она уменьшается до нужных размеров и только потом ей придается нужная форма. На рис. 145 показана очередность переходов при ковке различных сечений.  Рис. 145. Последовательность переходов при ковке различных сечений: а – квадратное сечение из круглого; б – квадратное из квадратного; в – круглое из круглого; г – круглое из квадратного. РазгонкаОдной из разновидностей протяжки, часто используемой в художественной ковке, является разгонка, или изготовление пластины из заготовки большего сечения. Она выполняется с помощью раскатки, которая разгоняет металл в разные стороны. Последовательным перемещением инструмента создают широкую ребристую поверхность нужных размеров, потом выравнивают ее гладилками до требуемой толщины (рис. 146).  Рис. 146. Разгонка плоской пластины. Протяжка на оправке и раскаткаЕсли необходимо увеличить длину толстостенной трубки или другой пустотелой заготовки при уменьшении ее толщины, надо применять вытяжку с оправкой. Оправку (она круглая или квадратная, обычно слегка коническая или пирамидальная для облегчения снятия заготовки) вставляют в поковку, саму поковку размещают в соответствующих обжимках (рис. 147, а).  Рис. 147. Примеры вытяжки с оправкой: а – протяжка на оправке; б – раскатка. В процессе вытяжки поковку надо постоянно поворачивать вокруг оси (при работе с квадратной оправкой – на 90°). Для увеличения наружного и внутреннего диаметров колец, обручей и т. п. металл раздают на оправке. Для этого надо осадить и прошить заготовку или взять готовое изделие и надеть его на цилиндрическую оправку. Оба выступающих конца оправки уложить на подставку, ударами молота раздать металл, постепенно поворачивая заготовку. Диаметр изделия увеличивается за счет утончения стенок. Готовые кольца можно раздать на конической оправке, поставленной в вертикальное положение. Раскатка увеличивает диаметр кольцевой заготовки протяжкой стенок полосы. Ее применяют для изготовления бесшовных колец высокой прочности (рис 147, б). Проводят эту операцию на роге кувалдой или используют верхники вогнутой формы. Если кольцо сделано из полосы с продольным распределением волокон, то поперечная деформация незначительна, а расширение идет целиком по периметру. На заключительном этапе делают выглаживание. ОсадкаОсадкой называется увеличение площади поперечного сечения детали за счет уменьшения длины. Эта операция обратна вытяжке (рис. 148).  Рис. 148. Формообразующие операции осадки: а – осадка цилиндрической заготовки; б – высадка верхней части заготовки; в – высадка нижней части заготовки; г – высадка средней части заготовки. Осадка (рис. 148, а) нужна для уменьшения длины заготовки за счет увеличения толщины (поперечного сечения). Если осадка производится только на отдельных участках заготовки (на концах или в середине), то такая операция называется высадкой (рис. 148, б, в, г). Осадку применяют для утолщения изделия по всей длине, высадку – для получения отдельных утолщений, при ковке декоративных элементов (узлов, ягод и т. п.), шляпок гвоздей и т. д. Высадка в середине стержня или полосы проводится также перед изгибанием под углом 90°. Это необходимо для восполнения недостающего металла, иначе в месте перегиба толщина поковки сильно уменьшается. Когда требуется высадить середину длинной заготовки, ни один из вышеперечисленных способов не подходит. Пруток надо изогнуть в форме буквы Z выше места деформации и наносить удары по изгибу. После выполнения операции заготовку выпрямляют. Осадка применяется как предварительная операция перед прошивкой при изготовлении колец, трубок и других пустотелых изделий. Для осадки или высадки нагревают поковку или высаживаемый участок в горне. Если длина заготовки или нагретого участка превосходит диаметр (толщину) не более чем в 2–2,5 раза, а сама поковка относительно короткая, то ставят поковку вертикально на наковальню и бьют ручником или кувалдой по верхнему концу. Длинные изделия или участки при таком способе осадки могут изогнуться, поэтому их надо положить на наковальню, зажать клещами и осаживать молотом или ручником. Существует также способ осадки поковки за счет ее собственного веса: для этого зажимают нагретую поковку в клещах и бьют торцом о наковальню. Но необходимо помнить, что обычно такая осадка применяется для небольших изделий. Чтобы утолщение распространялось только в нужную сторону, заготовку после высадки куют соответствующим образом. Если высадка оказалась недостаточной, процесс повторяют. Для придания желаемой формы утолщению пользуются обжимками, подбойками и т. п. Фигурную высадку выполняют с помощью гвоздильни. Пруток в этом случае помещают в отверстие наковальни, необходимый по длине конец оставляют снаружи и деформируют ударами кувалды. Можно высаживать заготовку в тисках. При этом надо помнить, что нагретая часть в тисках охлаждается быстрее. Этот способ используется тогда, когда необходимо получить четкий переход от осаженной части к стержню. РубкаРубкой называется разделение заготовки на части. Для этого используется зубило, разнообразные подложки и кувалда (рис. 149).  Рис. 149. Разделительные операции: а – обрубка с помошью зубила; б – обрубка с помошью зубила и подвески; в – продольная разрубка; г – разрубка отщепов в тисках; д – вырубка или просечка. Для рубки заготовку нагревают до темно-красного цвета, кладут на наковальню, наставляют кузнечное зубило и сильно бьют по нему молотом (рис. 149, а). Перерубив заготовку на 3/4, переворачивают ее и отрубают окончательно. Толстые поковки перерубаются с помощью зубила и подсечки (рис. 149, б), полосы – с помощью подсечки без зубила. Подсечку вставляют в отверстие наковальни, сверху кладут полосу и наносят удар кувалдой. Нельзя прорубать металл насквозь, потому что можно повредить острые части инструмента. Для окончательного перерубания надо использовать незакаленную площадку у основания рога наковальни или подложить полосу мягкой стали (рис. 149, в). Чтобы лезвия зубила и подсечки не схватывались с горячим металлом и не выкрашивались, перед рубкой необходимо протереть их ветошью, смоченной машинным маслом. Разновидностями рубки являются разрубка, обрубка (обсечка), вырубка. При разрубке (рис. 149, г) заготовку надрубают, оставляя прочно соединенной на каком-то участке. В художественной ковке этот прием широко применяется, при этом надрубленные зубцы отгибают, вытягивают, расплющивают и т. д., превращая в завитки, листья и цветы на общей ветке, дополнительные (поперечные) зубцы ограды по эскизу и велению фантазии. Обрубка – это отделение металла по внешнему контуру. Вырубка (рис. 149, д) – удаление части металла по внутреннему контуру, применяемое при создании ажурных изделий или отверстий сложной формы и больших размеров. Для вырубки по сложному контуру применяется специальный инструмент – кузнечный топор (секач) с угловой или полукруглой формой лезвия. Выбивание отверстийВ кузнице, не применяя сверлильного станка, можно делать сквозные отверстия или углубления с помощью пробойников. Существует два способа выбивания отверстий. ПробивкаЭто один из способов изготовления отверстий, при котором металл отделяется от заготовки. Ее проводят при высокой температуре пробойником, если отверстие небольшого диаметра, и с помощью специальных прошивней. Пробивку проводят на кольце с толстыми стенками, которое устанавливают на наличнике наковальни. Сверху кладут заготовку тем местом, в котором будет пробиваться отверстие. Прошивень берут чуть меньшего размера, чем диаметр кольца. Слабыми ударами его вгоняют в металл, который выдавливают в кольцо с другой стороны. Чтобы отверстие получилось ровным, края прошивня должны быть острыми, а зазор между ним и кольцом очень небольшим. Отверстия диаметром до 30 мм делаются пробойниками с различным сечением рабочей части. Ими пользуются в паре с гвоздильней и кузнечной плитой, подбирая требуемые фасонные отверстия. Работать пробойниками очень удобно, так как они имеют конические сужения к обоим концам. Это позволяет легко вынимать инструмент из отверстия или проталкивать его в отверстие. После пробивания отверстия поверхность около него несколько деформируется. Заготовку правят легкими ударами ручника или используют гладилки. ПрошивкаЕсли пробивка отверстия производится за счет выдавливания металла, то при прошивке он раздается в стороны, пропуская инструмент. Чаще всего этот способ является подготовительным этапом для пробивания. Во время прошивания отверстия импульс от ударов распространяется не только строго вниз, но и немного в стороны. Чем больше диаметр инструмента, тем больше форма заготовки прогибается внутрь. Поэтому прошивку осуществляют в самом начале обработки изделия в несколько этапов по разным схемам. Открытую прошивку выполняют на рабочей плоскости наковальни. Пробойник погружают на 2/3 в глубину металла, затем изделие переворачивают на другую сторону и легкими ударами выбивают оставшуюся часть. При закрытой прошивке место заготовки, в котором будет пробиваться отверстие, располагают над круглым отверстием наковальни. От ударов по пробойнику металл выдавливается с другой стороны (рис. 150).  Рис. 150. Прошивка отверстия пробойником. Инструмент погружают примерно на 1/2 глубины металла, затем заготовку вынимают и, не отнимая пробойника, делают легкий удар, чтобы точно обозначить место с другой стороны. Затем поковку переворачивают, ставят над отверстием и выбивают прошивнем металлическую пробку. Во время работы инструмент рекомендуется немного покачивать после каждого удара. В противном случае он застревает и требуются большие усилия, чтобы продвигать его дальше. При прошивке глубоких отверстий пробойник необходимо периодически погружать в воду, так как иначе он сам может начать деформироваться. К тому же охлажденный он дает усадку и легче проходит в отверстие. Другой способ обезопасить инструменты – насыпать в образующееся отверстие немного угольного порошка. При работе он будет гореть, а образовавшиеся газы будут выполнять роль смазывающего вещества и предотвращать взаимодействие металлов. РаздачаПри прошивке и пробивке образуются отверстия, края которых имеют коническое сужение. Для исправления этого дефекта используют бочкообразные оправки, которые проталкивают сквозь отверстие. При этом стенки вдавливаются внутрь, и отверстие получается правильной цилиндрической формы. У отверстий, выполненных с помощью пробивки, сужение направлено к нижнему краю, а максимальная ширина соответствует наибольшему сечению прошивня. У тех же, которые сделаны пробойником, сужение идет к центру и внешние отверстия имеют диаметр, соответствующий сечению погруженной в металл части инструмента. Это следует учитывать при выборе размера пробойника. При раздаче тонкие стенки детали могут выпучиваться за внешние границы. Чтобы устранить этот дефект, в отверстие вставляют стержень такого же диаметра, кладут заготовку горизонтально на наковальню и делают осадку выступа. Инструмент при выбивании отверстий располагают вертикально, первые удары наносят слабо, чтобы наметить место и создать направление деформации. ГибкаЕсли поковке придается изогнутая форма по заданному контуру, то такая кузнечная операция называется гибкой. При гибке происходит неравномерное деформирование различных частей заготовки. Те слои, которые расположены у внешнего края угла, растягиваются, внутренние, наоборот, сжимаются. За счет этого толщина изделия уменьшается на величину, называемую утяжиной. В процессе такой деформации главное – избежать появления трещин на внешней части. Она подвергается наиболее сильному воздействию, которое зависит от величины угла сгиба, пластичности металла, толщины заготовки и направления волокон. Чаще всего гнется горячий металл, но тонкие полосы поделочной стали гнутся и в холодном виде. Деформация такой полосы более упругая, поэтому ее лучше делать на угол, на несколько градусов больше, чем требуется. Приемы гибкиОни зависят от формы поперечного сечения заготовки. Перед началом операции ее разогревают до температуры ковки, желательно только в том месте, в котором осуществляется сгиб. Следующий этап – высадка внешней части сгиба, которая будет компенсировать утяжину (рис. 151).  Рис. 151. Способы устранения утяжины. Размеры ее определяются с учетом толщины и угла сгиба. Можно оставить утолщение на месте сгиба во время выполнения протяжки. Заготовку кладут на угол наковальни, прижимают сверху кувалдой или струбциной и ручником изгибают на нужный угол (рис. 151, а). У более коротких заготовок металл наращивают уже после того, как произведена гибка. Сделать это можно прямыми ударами по торцу или же гладящими ударами по внешним сторонам (рис. 152, б). Когда требуется сделать угол меньше 90°, проводят высадку внешней части, затем сгибают деталь необходимым образом. Далее проводится протяжка угла, то есть запас металла перемещается в сторону утяжины. Удар ручником делается с небольшим наклоном, как показано на рис. 151, в.  Рис. 152. Различные приемы гибки: а, б, в – с помощью подложек; г – в вилке; д – на гибочной плите. Сгибание полосыОчень просто согнуть полосу металла, поскольку толщина ее обычно небольшая. Сделать это можно с помощью различных подкладок (рис. 152), например углового нижника (рис. 152, а). Нижник устанавливают в квадратное отверстие наковальни, заготовку кладут на ребра и деформируют заостренной кувалдой. Используя другие подкладки, можно получить различные формы сгиба, как это показано на рис. 152, б, в. Сгибание круглой заготовкиДля сгибания круглой заготовки высадку проводить неудобно, поэтому его осуществляют в специальной вилке (рис. 152, г). Пруток удерживают в ней клещами, а свободную сторону загибают на нужный угол ударами молота. Более усовершенствованную модель представляет собой гибочная плита с перемещаемыми держателями. На металлической плите делается несколько отверстий, в которые вставляются штырьки, фиксирующие стержень под нужным углом по отношению к вилке. Для сгибания применяется рычаг, который равномерно деформирует деталь. Гибка по дугеЭта разновидность гибки очень часто используется художниками для создания красивых завитков, спиралей и прочих украшений. Производится она на роге наковальни, шпераках и сложных оправах, которые служат для серийной гибки одинаковых орнаментов. Гнуть завитки и спирали можно на специальной подкладке в форме перевернутого сапожка. На конусообразной подставке делают конусные спирали, плотно наматывая на нее раскаленную проволоку или загибая ее с помощью ручника. СкручиваниеЭта операция заключается в том, что одна часть заготовки поворачивается относительно другой. Во многих случаях она является вспомогательной: отдельные детали поковки выполняются в одной плоскости, а затем поворачиваются под разными углами. Для расположения в пространстве отдельных элементов орнамента часть заготовки поворачивается на угол до 180°, обычно с одновременным изгибом по дуге или под углом. Многократное скручивание на 360° граненого стержня делает его витым. Несколько тонких прутков или проволок можно скрутить (свить) в шнур. Наиболее красивый шнур образуют два туго свитых круглых прутка. Скручивание или свивание производят при ярко-красном или желтом калении, иначе на изделии из-за недостаточной пластичности металла могут возникнуть трещины (рис. 153).  Рис. 153. Способы скручивания: а – в тисках с ограничительной трубой; б – двумя клещами; в – в тисках; г – с неподвижным закреплением двух концов. Толстые поковки скручивают с помошью воротка, стальной полосы с отверстием, соответствующим сечению скручиваемой поковки, ключа или вилки (рис. 153, в), второй конец заготовки при этом зажимают в тиски. Для того чтобы заготовка не изгибалась при скручивании, на нее надевают отрезок трубы. Тонкие заготовки быстрее остывают, поэтому их либо больше нагревают перед зажатием в тиски и вороток, либо (что лучше) скручивают вдвоем. При этом необходимо клещами захватить концы заготовки и одновременно начать вращать в противоположных направлениях (рис. 153, б). Широкие полосы закручивают с помошью специальной вилки, зажав оба конца заготовки (рис. 153, г). СваркаЭто одна из самых сложных операций ручной ковки. Для овладения ею требуется большой опыт работы с металлами и знание технологического процесса. Кузнечная (горновая сварка) позволяет соединять отдельные детали изделия. Откованные по отдельности детали можно более тщательно оформить, соединить в большое и сложное изделие и т. д. В последнее время все чаще используется электрическая или газовая сварка, однако зачастую только горновая сварка может обеспечить высокие художественные достоинства изделия, так как кузнечные швы легче обрабатываются и отделываются. При кузнечной сварке различают 4 основных операции: подготовка концов, нагрев, сварка, проковка шва. Кузнечная сварка отличается от аналогичной слесарной операции. Когда при деформировании на малое расстояние происходит сближение поверхностей, между атомами кристаллической решетки возникают мощные силы притяжения. Если металл имеет высокую пластичность, то на такое расстояние его можно свести нагреванием в кузнечном горне. Выбор материалаХорошее качество сварки можно получить у низкоуглеродистой конструкционной стали. Кузнечной сваркой лучше всего сваривать сталь с содержанием углерода 0,15–0,25 %. Некоторые примеси, например сера и фосфор, сильно ухудшают свариваемость, поэтому содержание этих веществ не должно превышать 0,05 %. Легированные стали брать не рекомендуется, сварка их в условиях обычной кузницы почти невозможна. Положительно на качество сварки влияет добавление марганца. Также к сварочному флюсу рекомендуется добавлять опилки низкоуглеродистой стали. При горении они будут поглощать углерод, и сварка получится более прочной. Нагрев под сваркуПеред началом сварки заготовкам необходимо придать определенную форму, которая зависит от сечения поковки. Поверхности очищают от окалины. Горн следует прочистить тщательнее, чем обычно, удалить всю старую золу. Нагрев должен быть равномерным и сильным. Температура, при которой можно проводить сварку, зависит от содержания углерода: чем оно выше, тем ниже температура. Низкоуглеродистую сталь можно варить при 1350–1370° С, когда заготовка становится ослепительно белой. Лучшим топливом является древесный уголь, так как содержание серы в нем невелико. При работе с кузнечным углем надо использовать те сорта, в которых содержится минимальное количество серы. ФлюсыДаже при незначительном повышении температуры ковки (а она гораздо ниже сварочной) происходит интенсивное образование окалины и возможен пережог металла. Чтобы избежать нежелательного нагара при горновой сварке, раскаленные части заготовок посыпают специальным составом – флюсом. Используются и сварочные порошки, состоящие из кварца, поваренной соли и буры (Na2B4O7). Для сварки низкоуглеродистой стали в качестве флюса берут просеянный речной песок с добавлением буры. Если сталь конструкционная, в состав включают металлические и марганцевые опилки. Его насыпают на заготовку при температуре 950–1050 °C, что соответствует оранжевому или светло-желтому цвету металла. Делать это лучше до того, как металл начнет искриться. Попадая на разогретые концы, флюс плавится, вследствие чего предотвращается окисление и растворяется окалина. Проверить готовность поковки можно тонким металлическим стержнем: если он вязнет в металле, то нагрев достаточный. Однако сразу после этого вынимать ее не рекомендуется, лучше подсыпать еще флюса и немного погреть заготовку. После окончательного нагрева и непосредственно перед сваркой флюс удаляют с заготовки ударом о наковальню или счищают металлической щеткой. Способы сваркиВынув металл из горна и счистив шлак, концы заготовок складывают вместе и сваривают быстрыми ударами молота. Первые удары делают легкими, чтобы лучше пригнать поверхности и выбить шлак, последующими проводят окончательную сварку. В это время зернистость металла уменьшается, он становится более прочным. Заключительными ударами заготовке придают требуемую форму. Всю сварку надо проводить быстро, чтобы металл не успел остыть. Повторное нагревание уже закаленного металла нежелательно. Часто для большей скорости сварку делают одновременно несколько человек. Для окончательной отделки используют гладилки, обжимки и другие кузнечные инструменты. Подготовка свариваемых концов зависит прежде всего от их толщины (рис. 154).  Рис. 154. Различные способы сварки: а – внахлестку; б – вразруб; в – встык; г – врасщеп; д – с помощью шашек. Поковки толщиной до 100 мм можно сварить внахлестку. Этот способ позволяет создать высокопрочный стык за счет большой площади совместной деформации. Перед сваркой концы заготовок высаживают и делают плоскость контакта под углом 30–45° (рис. 154, а). Их накладывают друг на друга, совмещают несильными ударами, а затем проводят окончательную проковку с одновременной осадкой до нужной формы. Толстые изделия сваривают вразруб, этот метод требует более сложной подготовки концов деталей. Один из них высаживается и надрубается зубилом по продольной оси, полученные части разгибаются под углом 30–40°. Другой конец после высадки заостряют с двух сторон так, чтобы он заполнял разруб первого (рис. 154, б). Пустоты, образующиеся при вставке, ликвидируют холодной ковкой. Для учета раздачи металла при нагревании в промежуток между ними вставляют тонкие пластины. Нагретые и очищенные от флюса концы совмещают и сваривают сильными ударами. Затем, когда металл немного остынет, проводят окончательную отделку. Этот способ применяется при сварке сталей разных марок, причем металл меньшей пластичности вставляется в металл большей. Тонкие полосовые заготовки сваривают врасщеп. Концы заготовок дважды разрубают вдоль продольной оси, после чего загибают в разные стороны, как показано на рис. 154, г. После доведения металла до нужной температуры детали соединяют, кладут на наковальню и сильными ударами сверху накрепко сваривают концы. Преимущество этого способа сварки в том, что соединение получается очень прочным. Встык варят заготовки в том случае, если нет возможности подготовить концы указанными выше способами, а также тогда, когда стержень приваривается к продольной поверхности другой детали. При подготовке осаживать концы деталей не надо, это происходит уже в процессе сварки. Заготовки соединяют встык и сильными ударами вдоль продольной оси доводят до образования прочного спая (рис. 154, в). Для этого другой конец обязательно должен быть холодным. После окончания работы проводят вытяжку. По прочности сварки этот способ уступает всем остальным, его рекомендуется применять в тех случаях, когда не требуется создания прочных конструкций. Но для изготовления декоративных деталей он подойдет. Для ремонта поврежденных деталей или частей металлических колец, которые теряют нужную форму из-за наложения, применяют способ сварки, выполняемый с помощью шашек. Так называются металлические вспомогательные части сварного узла, которые вставляют между концами заготовок. Вместе с последними они образуют участок полосы, по форме не отличающийся от целого (рис. 154, д). Обычно шашки делаются из низкоуглеродистой стали, что повышает качество сварки. Удары делают сильными, по плоской поверхности спая. Можно разбить процесс на несколько этапов: сначала приварить шашки к концам заготовок, а потом проводить сварку так, как это делается способом внахлестку. Сварка колецЧтобы сварить кольцо из прутка круглого или прямоугольного сечения, необходимо предварительно согнуть его на роге наковальни (рис. 155).  Рис. 155. Сварка колец: а – на роге; б – на наличнике. Концы протягивают или отрубают под одинаковым углом и немного разводят в стороны. Сварку проводят при обычной температуре, на наковальне. Если срез делался в плоскости кольца, то оно отковывается на роге (рис. 155, а), а если в плоскости ребра – на плоской поверхности (рис. 155, б). Пайка латуньюОна не относится к кузнечным операциям, но часто применяется для соединения небольших деталей художественных композиций из металла. Паять можно только изделия из поделочной стали, имеющие плоскую или квадратную форму. Круглые прутки соединяются плохо, так как имеют маленькую плоскость соприкосновения. Перед началом пайки изделие собирают, скрепляя его отдельные части металлической проволокой (биндрой). Затем его помещают в горн и нагревают до красного каления. Закладка должна производиться очень осторожно, место для изделия в углях расчищают кочергой. На решетке оставляют достаточно большой и ровный слой топлива. Подгребать уголь следует так, чтобы его кусочки не попадали на поковку. Дутье горна для равномерного прокаливания должно быть слабым. В качестве флюса обычно используется бура, которую перед нанесением немного смачивают водой. Когда она растекается по всей поверхности, можно начинать пайку. Для этого прутком латуни, не снимая флюса, касаются тех мест, которые требуется соединить. При этом цвет пламени в горне меняется на зеленый. Передвигать изделие во время пайки нельзя, чтобы не сместить со своих мест отдельные детали. Композиции, состоящие из многих элементов, сваривают иным образом. В местах пайки заранее раскладывают кусочки латуни с таким расчетом, чтобы при нагревании они растеклись и скрепили детали. Наряду с кусочками латуни, можно использовать стружку или опилки, которые насыпают на места сварки. Они должны быть чистыми, от примесей железа их очищают с помощью магнита. Более мелкие изделия паяют, применяя в качестве скрепляющего материала глину с добавлением соли. Их собирают, соединяя отдельные части латунной, а не железной проволокой. Затем посыпают бурой, обмазывают глиной и осторожно кладут на металлический лист, который помещают в горн. Дутье должно быть слабым, чтобы глина успела равномерно прогреться, после ее засыхания воздуха можно подавать больше. Когда она начинает трескаться, детали уже надежно скреплены. Латунная проволока начинает плавиться и спаивает отдельные части изделия. После окончания процесса горн выключают, а готовой поковке дают остыть. Далее с нее аккуратно удаляют глину и флюс, лишний припой снимают напильником. ПравкаЗаключительным элементом ковки изделия является правка. С ее помощью устраняют неровности, кривизну и пр. Изгиб заготовкиОн может проходить по плоскости заготовки или по ребру. В первом случае заготовку укладывают на наковальню выпуклой частью вверх, одной рукой поддерживают с противоположной стороны клещами, а с другой наносят молотом удары по прилегающей к наличнику части выступа. По мере выравнивания молот перемещают в сторону середины. Сила удара зависит от толщины заготовки. По мере выпрямления все большая его часть переходит в пластическую деформацию металла, что ведет к нежелательной протяжке. Поэтому к концу обработки размах молота постепенно уменьшают. Изгиб по ребру исправляют растяжением выпуклой части металла. Заготовку ставят так, чтобы горб оказался сверху, и по нему наносят сильные удары кувалдой, которые при перемещении молота к одному из краев делают слабее. Нижнее ребро постепенно удлиняется, а верхнее, наоборот, уменьшается. Окончательную правку делают, переворачивая заготовку с одной стороны на другую. Если в поковке присутствуют сразу оба этих дефекта, то сначала устраняют неровность по плоскости, а затем по ребру. В том случае, когда образуются дополнительные боковые деформации, заготовку переворачивают на другую сторону и выправляют. ВыглаживаниеПосле того как все основные операции выполнены и форма изделия откована, приступают к отделке, или выглаживанию. Цель этой операции – устранить следы молотка, шероховатости и другие неровности кованой поверхности. Выравнивание поверхности производится с помошью гладилок с прямой или изогнутой рабочей частью. Для цилиндрических и граненых участков используют обжимки, для внутренних и вогнутых участков – специальные гладилки. При операции выглаживания (рис. 156) постепенно перемещают гладилку по поверхности изделия, ударяя по ней кувалдой или ручником.  Рис. 156. Выглаживание. Поковку при этом размещают на наковальне так, чтобы отделываемый участок был над ней. В некоторых случаях для большей художественной выразительности нужно выглаживать только отдельные участки изделия (например, выпуклые участки). Прутки круглого сечения, выглаженные плоской гладилкой, будут казаться слегка граненными и лучше смотреться в ограде или орнаменте. Термическая обработка готовых изделий Термическая обработка проводится с готовой уже поковкой и служит для того, чтобы изменить структуру металла. От правильного ее выполнения зависит качество изделия и его долговечность. ЗакалкаОна предназначена для придания изделиям из металла большей прочности и твердости. Но следует помнить, что при этом они становятся хрупкими. Обычно закаливаются рабочие части инструментов и детали механизмов, подвергающиеся тяжелым нагрузкам. Изделия из низкоуглеродистой стали практически не меняют своих свойств после закалки, поэтому подвергают их термической обработке крайне редко. НагревДеталь нагревают до температуры, превышающей на 30–70 °C температуру установления правильной кристаллической структуры. Время нагрева должно быть достаточным для установления равномерного строения во всем объеме металла. Оно зависит от размеров детали и ее формы, а также от сорта стали. Слишком длительная выдержка приводит к тому, что зерна металла увеличиваются, и он теряет прочность. Поэтому продолжительность выдержки ориентировочно берется равной 0,2 от времени нагрева. В горне деталь следует расположить так, чтобы холодный воздух из фурмы не попадал на ее поверхность. Для этого заготовку кладут на слой смешанного с золой угля. ОхлаждениеОчень важной частью закалки является охлаждение. От него зависит установление необходимой структуры металла. Скорость охлаждения не должна быть меньше 150 °C в секунду. Так как температуру заготовки целесообразнее всего доводить до 400–450 °C, то продолжительность процесса составляет лишь 2–3 секунды. В качестве жидкостей для охлаждения используются вода и трансформаторное масло. В последнем скорость понижения температуры меньше, при нормальных условиях она не превышает 180 °C в секунду. В холодной воде охлаждение идет быстрее – примерно 600 °C в секунду. При погружении раскаленной детали в жидкость очень важно, чтобы температура последней повышалась очень незначительно. Если объем ее небольшой, то увеличить конвекцию можно помешиванием. Хороший результат дает закалка в проточной воде, так как при этом образующийся между заготовкой и жидкостью слой пара быстро рассеивается. Улучшить качество закалки можно добавлением в емкость поваренной соли, соды (до 10 %) или серной кислоты (до 12 %). Когда требуется закалить только часть изделия, например рабочую часть инструмента, после опускания на необходимую глубину его несколько раз перемещают в вертикальном направлении, чтобы не образовалось трещин в промежуточной части. При неправильном погружении в воду изделие может покоробиться от неравномерного охлаждения. Чтобы этого избежать, надо опускать детали в воду так, как это показано на рис. 157.  Рис. 157. Погружение поковок в охлаждающую жидкость: а – зубило; б – топор; в – сверло; г – напильник; д – клещи. Скорость охлаждения так же, как и скорость нагрева, зависит от размеров заготовки и материала, из которого она сделана. Изделия из малоуглеродистых сталей охлаждают в воде, но если они имеют сложную форму, то лучше проводить процесс в масле, иначе на поверхности могут появиться трещины. У заготовок большой площади сечения верхние слои охлаждаются быстрее нижних, поэтому закалка внешней части гораздо более сильная. Если сталь содержит легирующие элементы – такие, как марганец, хром и другие – то глубина закалки увеличивается. Часто кузнецы выполняют закалку изделий сразу после ковки, что позволяет значительно экономить топливо. Для этого ковка выполняется с таким расчетом, чтобы после ее окончания металл имел температуру, при которой можно проводить закаливание. Способы закалкиС понижением накала изделия скорость охлаждения тоже должна меняться. В интервале 650–450 °C она должна быть не больше 30 °C в секунду. Чтобы достичь такого режима, пользуются способом, который называется «через воду в масло». Заготовку опускают сначала на несколько секунд в воду, а затем быстро переносят в масло. Время выдержки составляет 1–1,5 секунды на каждые 5 мм сечения детали. Такой способ применяется для закалки инструментов, сделанных из низкоуглеродистой стали. Часто у различных режущих инструментов требуется закалить только верхнюю поверхность, а середину оставить мягкой. В этом случае пользуются поверхностным способом закалки. Изделие на короткий срок помещают в горн или раскаленную до 1000 °C печь, а затем подвергают быстрому охлаждению под проточной водой. При этом надо тщательно соблюдать температурный режим закалки, в противном случае не исключено образование трещин. Закалка различается по интенсивности. Получить сильную степень можно с использованием охлажденной до 15–18 °C воды и добавками соли и соды. Среднюю закалку дает погружение поковки в горячую воду, а также добавление нефти, мазута, жидкого минерального масла и пр. Эти материалы образуют на поверхности пленку толщиной до 3 мм, которая более плавно охлаждает деталь. Закалка с использованием в качестве охлаждающего материала струи воздуха или расплавленного свинца получается самой слабой. Таким способом закаливают художественные изделия и части несущих конструкций, требующих большой точности расположения частей. ОтпускПосле закалки изделия приобретают не только прочность, но и излишнюю твердость. За счет сохраняющихся в поковке закалочных напряжений появляются трещины. Если начать работу закаленным молотком, то от него будут откалываться маленькие кусочки металла, другие детали от ударов крошатся. Для устранения этих дефектов изделие необходимо подвергнуть отпуску. Эта операция после закалки обязательна и состоит в нагревании предмета до определенной температуры, выдерживании при ней в течение 10 минут и последующем медленном охлаждении. Она служит для придания металлу большей пластичности. Перед началом отпуска поверхность зачищают. При нагревании она начинает покрываться тонкой оксидной пленкой, которая с увеличением температуры меняет свой цвет. По ней можно следить за сроком окончания отпуска. При естественном освещении температуры соответствуют следующим цветам побежалости: – 220 °C – светло-желтый; – 230 °C – желтый; – 240 °C – золотисто-желтый; – 255 °C – коричнево-желтый; – 265 °C – красно-коричневый; – 275 °C – ярко-красный; – 285 °C – фиолетовый; – 305 °C – темно-синий; – 325 °C – светло-синий; – 345 °C – серый. При высоких температурах поверхность металла покрывается темным налетом, который пропадает только после достижения отметки 600 °C, то есть с появлением цветов каления. В зависимости от требуемых свойств и материала, из которого изготовляется деталь, используются разные виды отпусков. Высокий отпускТак сокращенно называется высокотемпературный отпуск, при котором сильно увеличивается пластичность и почти полностью ликвидируются закалочные напряжения. Детали нагревают до 450–650 °C, выдерживают в зависимости от площади поперечного сечения 5–10 минут (полное прогревание) и охлаждают. Углеродистую сталь можно охлаждать на открытом воздухе, а легированную – в воде, так как иначе металл не приобретет пластичности. Следует отметить, что прочность стали при высоком отпуске значительно снижается. Поэтому данный способ не используют при изготовлении инструментов. Основное его применение – в комбинации с закалкой. Этот прием называется улучшением и дает оптимальное соотношение между прочностью стали и ее вязкостью. Ему подвергаются детали, испытывающие сильное давление, например оси колес или цепи. Средний отпускОн состоит в нагревании закаленной детали до температуры 350–500 °C (серый цвет побежалости), выдержке и охлаждении на открытом воздухе. В результате обработки внутренние напряжения в металле снимаются, повышается вязкость, и изделия сохраняют как прочность, так и пластичность. Их обычно используют там, где присутствуют высокое трение и динамические нагрузки. Так отпускают пружины, рессоры и т. д. Низкий отпускНизкотемпературный отпуск проводят с нагреванием до 140–300 °C и последующим охлаждением. Чем выше температура, тем большей мягкостью будет обладать поковка, приобретенная при закалке твердость не теряется. Подвергать отпущенные при слабом нагревании детали изгибам и другим видам пластических деформаций нельзя. Благодаря большой твердости металла этот способ используется при закалке режущих и измерительных инструментов. Отпуск закаленных инструментовЧасто закалку и отпуск при изготовлении кузнечных инструментов делают одновременно. Эта операция называется самоотпуском. Нагретую для закалки поковку охлаждают не полностью, а до 400–450 °C. Участок поверхности обрабатывают на наждачном круге или с помощью любого абразива до снятия верхнего слоя окалины. Затем по цвету побежалости определяют температуру начала отпуска и окончательно остужают изделие в воде. Обычный отпуск выполняют следующим образом. Поверхность изделия тщательно очищают от налета, шлифуют и нагревают. По цветам побежалости, которые меняются очень быстро, следят за моментом, когда инструмент достигнет нужной температуры. Затем его быстро охлаждают. Если нужно закалить только рабочую поверхность инструмента, нагрев производится чуть выше его режущего конца. Температура должна быть немного выше требуемой. Затем рабочую поверхность инструмента аккуратно погружают в воду, с остывшего конца шкуркой удаляют окалину. Теплота, оставшаяся в верхней части, передается к холодной части заготовки, и она начинает нагреваться. После достижения нужной температуры деталь окончательно охлаждают. Проводить закалку и отпуск инструмента с двумя рабочими концами, например чеканного молотка или ручника, следует так, чтобы между ними оставался слой мягкой незакаленной стали. Это можно сделать за один прием, нагревая целиком всю заготовку. Когда металл достигает нужной температуры, изделие охлаждают в воде, начиная с меньшего конца. Его погружают в воду и по цвету побежалости следят за вторым концом, чтобы он не остыл раньше времени. После того как второй конец достигнет нужной температуры, его, в свою очередь, опускают в воду, а меньший очищают от окалины. Когда на нем появится нужный цвет побежалости, его опять охлаждают. Остужая таким образом по очереди то одну, то другую части изделия, производят закалку концов. Середина должна оставаться нагретой и сохранять запас энергии, поэтому для вращения лучше использовать клещи с узкими губками. Если в закаленном изделии требуется отпустить только небольшой участок, берут клещи с ровными массивными губками, нагревают их до нужной температуры и зажимают металл в выбранном месте. Этот способ используется тогда, когда необходимо пробить отверстие в уже закаленном инструменте. Термическая обработка цветных металлов и сплавовВыше приводилось разделение алюминиевых сплавов на две группы. Металлы, относящиеся к первой группе, легко деформируются и имеют небольшой запас прочности. Поэтому для их обработки больше подходит холодная ковка. Из этих материалов делаются легкие детали художественных композиций. Алюминиевые сплавыСплавы второй группы после нагревания приобретают повышенную прочность в сочетании с хорошей пластичностью. Процесс термической обработки состоит из двух частей: закалки и старения. Закалка проводится при температуре около 500–505 °C с последующим остужением в воде до 150–165 °C. Затем деталь выдерживают в течение 2–3 суток при комнатной температуре (так называемое естественное старение) или несколько часов при повышенной (искусственное старение). Медные сплавыЗа счет образования наклепа во время холодной ковки прочность латуни резко увеличивается, но теряется вся пластичность. Данное свойство используют для изготовления предметов быта, так как изделия из этого сплава к тому же не окисляются при контакте с большинством жидкостей. Если требуется снять наклеп, проводят рекристаллизационный отжиг при температуре 600–700° С в течение 2–3 часов. Для сохранения таких изделий нужно проводить сезонный отжиг при 200–300 °C, чтобы они не потрескались от влажности. Бронзовые поковки подвергают нормализующему нагреванию до температуры 600–650 °C и старению, после чего металл восстанавливает свои пластические свойства. Алюминиевые бронзы можно подвергать закалке нагреванием до 950 °C с последующим остужением в проточной воде. Изделия после такой обработки приобретают высокую прочность. Художественное оформление кованых изделий Теперь, после ознакомления с кузнечным ремеслом, рассмотрим процесс создания с его помощью произведений искусства. Конечно, можно попробовать ковать что-либо на глазок и посмотреть, что в результате этого получится. Однако в этом случае вряд ли изделие обрадует кого-либо. Поэтому для получения заранее намеченных форм и узоров начать нужно с эскиза и чертежа. Подготовка чертежаПри составлении эскиза следует учитывать свойства материала: каким бы тонким ни хотелось сделать тот или иной декоративный элемент, металл должен сохранять запас прочности. Кроме того, развивать композицию лучше в соответствии с направлением волокон, в противном случае изделие получится хрупким. Когда при сварке образуется чересчур много окалины, размеры изделия уменьшаются. Усадка происходит и во время остывания, вытяжки и других кузнечных операций. Поэтому рисунок делается с напуском, то есть чуть больше, чем требуемая деталь. Необходимо знать массу отхода при выполнении той или иной операции, чтобы правильно рассчитать размер. Далее на плотной бумаге (лучше всего подойдет бумага «крафт») необходимо сделать чертеж в натуральную величину. Для отдельных и повторяющихся плоских элементов лучше приготовить шаблоны с нанесением напусков и требуемых размеров. Сверять с ними деталь можно на протяжении всего процесса работы. Сложные и гнутые детали, как никакие другие, нуждаются в точном чертеже. Сделать его легко с помощью проволоки, из которой изготовляется макет в натуральную величину. В местах изгибов и ответвлений ставятся метки, проволоку выгибают и переносят полученные размеры на чертеж. Часто шаблоны или пробные образцы делают из жести, что позволяет изгибать их в нужных местах. Это дает возможность заранее обдумать последовательность операций и уточнить размеры деталей в процессе ковки. Декоративные элементыДля нанесения на поверхность кованых изделий рисунка изготовляют специальные штампы, или пуансоны. Мелкий узор легко пропечатывается на листьях и других плоских элементах поковки. Чтобы выбить орнамент на круглых или фигурных деталях, используют фигурные обжимки, оправки, гладилки, а также кузнечные формы. Композиции чаще всего включают в себя кованые растительные элементы. При всем разнообразии форм способы их изготовления почти одинаковы. Ковка листаДля этой детали больше подходит листовая заготовка, но можно сделать листок и из конца прутка, выполнив осадку с последующей раскаткой и придав нужную форму зубилом. В первую очередь выковывают ножку листа. Она должна быть толще и длиннее необходимых размеров, так как часть металла уйдет при нагреве, а часть пойдет на сварку. После этого обжимкой с полукруглым углублением выполняют центральную жилку листа. Контур листа вырубают полукруглым зубилом по шаблону, им же наносят мелкие элементы отделки. Гибку выполняют при нагреве за один раз. При этом часть рисунка иногда портится, и тогда окончательную обработку выполняют зубилом уже в самом конце. Части листа можно загнуть относительно друг друга, в результате получится очень необычный и красивый лист (рис. 158).  Рис. 158. Последовательность операций при изготовлении листа. Для придания изделию выпуклой формы рекомендуется использовать фигурный верхник с соответствующей ему подкладкой. Но лист можно изготовить и на плоской поверхности наковальни. Изделию высадкой придают правильную форму, обратной стороной ручника или специальной полукруглой подбойкой делают рельеф. Поковка при этом раздается в стороны, и лист приобретает законченный вид. Центральную жилку выковывают секачом или зубилом. ВолютыТак называются декоративные элементы, состоящие из всевозможных завитков. Их можно отковывать из одного куска, либо свивать в холодном состоянии и сваривать из отдельных деталей (рис. 159).  Рис. 159. Изготовление волюты: а – вырубка защепа; б – вырубка в тисках; в, г – формирование завитка; д – готовая волюта. У цельных волют в первую очередь отковывается основной изгиб. Делается это на роге наковальни с помощью ручника или кувалды. В местах, где в дальнейшем будут вырубаться дополнительные ответвления, заранее производится осадка. Короткий отгиб называется защепом (рис. 159, а). Он представляет собой самостоятельный элемент, но иногда к нему приваривают отдельные элементы композиции. Защеп делается горизонтально или вертикально с помощью тисков (рис. 159, б). Завитки вырубают зубилом на наковальне, начиная с противоположного от вершины конца. Отделив от заготовки полосу нужной длины, ее самостоятельно загибают на шпераке (рис. 159, в, г). На заключительном этапе волюту правят, где нужно проводят высадку или вытяжку. Если все завитки загибаются в одну сторону, то волюту можно сделать за одно нагревание. Завитки, загнутые в противоположную от основной линии сторону, выполняют при местных накаливаниях. При желании можно украсить и дверь своего дома, особенно в сельской местности. Для основы двери достаточно взять достаточно толстые склепанные кованые полосы. Закрыть их листовым материалом. Для красоты хорошо бы использовать различные накладные элементы: цветы, розетки, завитки. А чтобы дверь стала произведением искусства, можно выковать оригинальный замок, ручку-стукалу, жиковины. Сборка кованых изделийПри изготовлении сложных композиций какие-то части приходится выполнять отдельно от основы. Для того чтобы осуществить сборку, необходимо иметь ясное представление о способах скрепления кованых деталей (рис. 160).  Рис. 160. Различные способы скрепления частей кованых изделий. Соединения могут выполнять функциональную роль, а также быть самостоятельными художественными элементами. В зависимости от этого сборка выполняется несколькими способами. В композициях с подчеркнутым растительным стилем детали просто свариваются или склепываются. Крепления не несут смысловой нагрузки и поэтому почти всегда маскируются декоративными элементами (цветами, розетками и пр.). Этот прием характерен для стиля барокко. Но когда части изделия скрепляются скобами или заклепками, соединения не скрываются, а, наоборот, выделяются, чтобы подчеркнуть замысел художника, то соединительным элементам придают декоративную форму. Скобы, или хомуты, для этого отковывают отдельно и в горячем состоянии надевают на те части, которые требуется скрепить. Остывая, они дают усадку, и соединение получается очень прочным. Скобы можно делать полукруглыми, загибая их уже на скрепляемых деталях, которые перед этим нужно плотно зафиксировать в тисках или струбциной. Но при соединении внахлест скобу делают в одной из пересекающихся полос. В ней просекается отверстие, в которое вставляется пруток такого же сечения, что и продеваемая часть. Когда подгонку формы заканчивают, то пруток убирают и на его место ставят требуемую деталь, обжимая место соединения клещами, губки которых раскалены до красного каления. Происходит сварка, после которой части композиции прочно скрепляются между собой. Обработка кованых изделийОкончательная обработка кованых изделий применяется не только для того, чтобы защитить их от коррозии, но и для придания им законченного вида художественного произведения. Видов такой отделки множество, здесь приводятся только основные, которые используются большинством мастеров. Практически любое кованое изделие можно украсить орнаментом, для которого понадобятся ручники, гладилки, пробойники, зубила, а также некоторые инструменты слесарей и чеканщиков. Орнамент можно делать как на холодной, так и на горячей заготовке. Орнамент, выполненный на холодной заготовке, получается плоским и поверхностным, а на горячей – глубоким и объемным. Используя ручник, можно нанести огранку (специальные грани) на подготовленную поверхность, а с помощью кузнечного зубила получится штриховой орнамент. Для нанесения прямых линий используют зубило с прямолинейным лезвием. Для нанесения линий с более мягкими, нерезкими очертаниями надо взять зубило с затупленной режущей кромкой. Работая с зубилами, у которых разная кривизна лезвия, можно получить сложные орнаменты, состоящие из цветов, кружков и розеток. НасечкаК заключительным видам ковки относится насечка рисунка, проводимая в горячем или холодном состоянии с помощью зубила. Этим способом можно наносить штрихи, насечки, решетки фона, узоры, надписи и т. п. Насекание производят на плоских поверхностях, которые на готовом изделии будут хорошо видны (не будут закрыты другими деталями, не попадут в тень и т. д.). Плоские изделия насекают на наковальне, полые и кольцеобразные – на оправках. На отдельные элементы изделия можно наносить насечку уже во время ковки. Например, выковав лист, сделать на его поверхности различные прожилки с помощью зубила, а только потом изогнуть лист по своему желанию. Чтобы нанести насечки на объемное изделие, лучше использовать оправки. НабивкаНабивка рельефа и фактуры также относится к отделочным операциям. Помимо цветов и розеток, можно украсить изделие точками и всеми видами углублений. Для этого понадобится пробойник со специально заточенной рабочей частью и некоторые другие инструменты. При нанесении на поверхность изделия углублений, нельзя забывать использовать подкладной инструмент. Им могут быть протяжки, притупленные зубила, гладилки и пробойники. С помощью гладилок, поставленных под определенным углом, можно получить углубления треугольной формы, с помощью протяжек – волнистую поверхность, с помощью пробойников с разным сечением рабочей части – углубления круглой, квадратной, конической формы, с помощью притупленного зубила – бороздки. Кроме вышеперечисленных инструментов можно использовать пуансоны, чеканы, молотки с бучарами. ВоронениеВоронение, пожалуй, самый распространенный способ обработки стали, прекрасно защищающий ее от коррозии и придающий изделиям красивый черный цвет. Проще и доступнее всего осуществлять воронение следующим образом. Изделие быстро нагревается до температуры 600–650 °C (темный цвет заготовки) и погружается в машинное масло до неполного остывания. После просушивания вынутой поковки на поверхности образуется темная пленка магнитного оксида железа, хорошо предохраняющая металл от коррозии. Вместо машинного можно использовать льняное масло, но тогда деталь следует смазать им перед нагреванием. Так как масло легко воспламеняется, перед загрузкой в горн поковку необходимо тщательно просушить. Если проводить нагрев нежелательно, изделие обрабатывают в растворе из 650 г едкого натра, 200 г натриевой селитры и 200 г перекиси марганца на 1 л воды. Его погружают в кипящий раствор на 1 час, затем просушивают и шкуркой удаляют лишний налет. ТравлениеТравлением называют процесс обработки отдельных частей поверхности металлических изделий кислотами. В зависимости от того, какая часть изделия подвергается травлению – рисунок или фон, различают позитивное или негативное травление. При позитивном на обезжиренную поверхность наносят антикислотное покрытие. Оно готовится следующим образом: в скипидаре до состояния смолы растворяют 40 г парафина, 20 г битума и 20 г смолы. Покрытие наносят на изделие ровным слоем, затем иглой проводят по контуру рисунка. В зависимости от выбранного способа травления либо удаляют части фона, либо тщательно ретушируют линии. Чтобы кислота не слишком сильно разъела изделие, перед погружением на него наносят тонкий слой воска. Травление проводится разбавленной кислотой, для сталей различных марок используется серная, для цветных металлов – азотная. Ее разводят до 10–15 %-ного раствора, добавляя постепенно воду. Признаком нормального соотношения является прекращение пузырения по всему объему жидкости. Чаще всего изделие опускают в кислоту целиком, но можно покрывать его раствором с помощью ворсистой кисти. ОкраскаЖелезо не так хорошо, как цветные металлы, окрашивается химическим способом. Поэтому для придания стали с высоким содержанием углерода того или иного цвета рекомендуется сначала нанести на поверхность слой меди или латуни. Делается это обычно с помощью гальванической установки. Тем не менее в синий цвет можно окрасить сталь, опустив в краситель, приготовленный следующим образом: 140 г гипосульфита натрия на 1 л воды смешивают с раствором 35 г уксусного свинца с таким же количеством воды. Поковку опускают в кипящий раствор и держат там до тех пор, пока она не окрасится в синий цвет. Придать заготовке коричневый цвет с темным оттенком поможет сурьмяное масло. Его наносят на тряпочку и протирают поверхность, после чего она покрывается тонким налетом ржавчины. На следующий день операцию повторяют и продолжают ее, пока изделие не приобретет нужный цвет. Если по каким-то причинам этот способ не подходит, поступают следующим образом. Деталь на несколько секунд опускают в кипящий 10 %-ный раствор двухромовокислого натрия, после чего равномерно прогревают над открытым огнем. После окончания окрашивания изделие необходимо протереть льняным маслом и высушить. Для получения яркого цвета перед этим изделие немного нагревают. Яркий черный цвет получается после воронения. Но если поковка предназначена для оформления интерьера, ее специально чернят. Древнерусским мастерам был известен способ окраски поверхности в черный цвет с помощью льняного масла. Но гораздо проще погрузить изделие в раствор гидрата или нитрита натрия, нагретый до температуры 130–140 °C, и подержать его там 5–10 минут. Если поверхность была хорошо очищена, то цвет получится ярким и равномерным. Можно поступить следующим образом. Растворить в 100 мл 30 %-ного раствора фосфорной кислоты 18 г цинкового порошка, затем разбавить смесь 5 л воды, нагреть до кипения и погрузить в нее изделие на 2–3 часа. После завершения обработки поковку промывают под проточной водой и высушивают. Другие виды обработкиПоверхность любого изделия, особенно если оно выполнялось с тем расчетом, чтобы радовать глаз, можно дополнительно обработать. В зависимости от характера предмета на его поверхность можно нанести рисунок, орнамент или просто отшлифовать. Нанесение орнаментаОрнамент наносится на поверхность с помощью зубил, пробойников, особым образом закаленных чеканов и т. д. На холодном изделии он получается неглубоким, а на горячем линии значительно четче. Комбинированием секачей с прямыми и закругленными лезвиями можно получить рисунок любой сложности. Сначала наносятся самые тонкие линии, затем глубокие. Мягкие линии получают притупленными зубилами. Часто на еще не остывшем изделии выбивают точки и углубления различной формы. Для этого используют пробойники всевозможного диаметра, с фасонной рабочей поверхностью. Применяют также и обычные кузнечные инструменты, например, с помощью гладилки, поставленной под углом к обрабатываемой поверхности, можно получить треугольные углубления. Если в кузнице есть бучарда – молоток с коническими или круглыми выступами на рабочей поверхности, то можно обработать изделие им. Кроме вышеперечисленных инструментов, для набивки орнамента применяются пуансоны. На их поверхности уже выгравирован определенный элемент, и все, что остается сделать, – это установить инструмент в нужном месте и ручником проковать орнамент. КрацеваниеТак называется способ обработки поверхности изделия с помощью металлических щеток. В зависимости от твердости используемой стали ворс для щеток делают из стальной или латунной проволоки диаметром 0,1–0,2 мм. Поверхность проглаживают круговыми движениями, силой надавливания на щетку регулируют глубину наносимых линий. Процесс можно облегчить, сделав щетку круглой формы, с металлическим стержнем в середине. Его вставляют в патрон электродрели и обрабатывают изделие. Для того чтобы сделать линии более заметными, ворс перед началом крацевания смачивают в пиве или 3 %-ном растворе серного поташа. Шлифовка и полировкаШлифовку кованых изделий осуществляют с применением абразивных порошков. Для сталей с низким содержанием углерода используются такие материалы, как корунд или наждак. Шкуркой обрабатывать металлические поверхности слишком долго, поэтому большинство кузнецов пользуются специальными шкурками или войлочными кругами. Последние можно сделать самому. Из войлока необходимо вырезать несколько кругов равного диаметра, склеить их между собой так, чтобы толщина валика была около 1 см. Через центр продеть опорный стержень. Нижнюю поверхность кругов надо смазать столярным клеем и наклеить выбранный абразивный материал. После этого можно приступать к шлифовке. Полировка поверхности – более тонкий процесс, выполняемый с помощью кусочков кожи, сукна или плотной ткани с нанесенным абразивом по уже отшлифованной поверхности. В качестве полировочных материалов используют порошки корунда, карбида кремния, синтетический алмазный порошок и т. д. Их смешивают с вязким раствором, которым покрывают участок изделия, а затем растирают по всей поверхности. Чтобы отполировать поверхность внутри углублений поковки, делаются фетровые валики шарообразной формы, которыми работают с помощью дрели. Литье Литейное дело – одно из самых древних ремесел, оно известно на Руси уже несколько тысячелетий. В те далекие времена, когда литейное производство только-только появилось, литейщики использовали глиняные формы, причем модель делали из воска. Пик развития литейного ремесла в Древней Руси приходится на XII–XIII века. В это время появляются уже двусторонние формы с разветвленными литниковыми системами, с помощью которых изготавливали самые разнообразные изделия: посуду, металлические украшения, наконечники для стрел и копий. И уже к XIV веку на Руси овладели техникой литья бронзовых пушек – это явилось немаловажным событием в истории молодого государства. В XV веке для литья труб и гирь стали использовать чугун, а в XVI веке, наряду с бронзой и чугуном, применять также и смесь из сырого кварцевого песка, глины и овечьей шерсти. С течением времени постепенно развивалось и литейное производство. Позднее появилась сталь. В связи с тем что потребности населения в изделиях из металла возрастали, литейное производство значительно совершенствовалось, усложнялось. В это время появились даже научные труды по технологии отлива из металла. В России родоначальниками науки о литье традиционно принято считать ученых-металлургов: Аносова П. П., Чернова Д. К. и Лаврова А. С. Оборудование рабочего места Оборудовать литейную мастерскую в домашних условиях крайне сложно. Как и кузницу, правила безопасности запрещают делать ее в квартире многоэтажного дома. Получение отливок из бронзы или латуни требует довольно высоких температур и подготовительных работ, для которых нужна большая площадь. Еще одна причина, по которой не стоит проводить плавку металлов дома, – необходимость хранения большого количества горючих материалов, так как обычная плавильная печь, работающая на угле, потребляет его столько, что в случае пожара потушить дом будет крайне сложно. Многие литейщики-любители используют в качестве топлива пропан, хранящийся в баллонах. Он не выделяет побочных продуктов горения, прост в эксплуатации и обладает массой других достоинств. Но этот газ крайне взрывоопасен, поэтому хранить баллоны лучше в сарае, а рабочее место устроить так, чтобы они располагались в другом помещении, подальше от открытого огня. Лучше всего устроить литейную мастерскую в отдельном строении на даче или в деревне. При этом подготовительные работы, то есть формовку небольших моделей, вполне можно производить дома, но при этом надо соблюдать технику безопасности. Для формовки, собственно литья и хранения топлива необходимо предусмотреть отдельные помещения. Они должны хорошо сообщаться между собой, что облегчает переноску тяжелых форм от одного участка к другому. Самое просторное помещение отводится для литейной. В центре, подальше от стен, ставится печь. Пол вокруг делается земляным или выкладывается кирпичом. В стороне ставится невысокий верстак для литейной формы. Уровень расположения литейной чаши не должен быть выше уровня верхней части печи, чтобы при работе ковш не приходилось поднимать. Одежду литейщика следует делать из прочного материала, хорошо защищающего от тепла. Высокие ботинки на толстой подошве предохраняют ноги во время работы около печи. На руках обязательно должны быть перчатки, а при заливке – рукавицы из двухслойного брезента. Комната для формовки должна иметь не только хорошее дневное, но и искусственное освещение. Литниковые системы собираются на широком верстаке, за которым должно быть одинаково удобно и сидеть, и стоять. Большие формы заполняются и собираются прямо на полу. Стол должен иметь жесткую крышку и прочно стоять на ножках, поскольку масса некоторых заполненных форм довольно велика. Вокруг него располагают ящики с инструментами, необходимыми при формовке, и съемными частями литниковых форм. Многоразовые опоки средних размеров, очищенные от остатков формовочного материала, хранятся в специальном шкафу. Песок и глину держат в больших стационарных ящиках. Обычно начинающему литейщику доступны два легкоплавких материала – свинец и олово. Пользоваться первым не рекомендуется, несмотря на всю простоту его обработки в домашних условиях. Во-первых, свинец ядовит и дышать его парами опасно. Во-вторых, от неосторожных опытов могут пострадать близкие и соседи. Оборудование для микролитьяДругой металл – олово издавна использовался для отливки небольших предметов быта, а также игрушек. Помните сказку Г. Х. Андерсена «Стойкий оловянный солдатик»? Чтобы сделать фигурку из олова, понадобится большой опыт формовки, но сам металл крайне прост в обращении. Рабочее место оборудовать совсем несложно. Прежде всего необходим просторный стол, за которым можно было бы стоя собирать литейные формы и производить засыпку формовочной смеси. Место должно быть хорошо освещено, поскольку формы для микролитья (именно так называется отливка небольших изделий) по сложности не отличаются от обычных, хотя размеры их гораздо меньше. Инструменты Литье – сложный технологический процесс, требующий большого терпения. Для литья различных изделий необходимы специально изготовленные формы-опоки, модели, стержневые ящики для изготовления стержней и разнообразные инструменты. Могут потребоваться также шаблоны (формовочные, скребковые, контрольные) и кондукторы для зачистки стержней. Все перечисленные приспособления и являются для литейщика специальными инструментами, с помощью которых можно создать в домашних условиях самые разнообразные изделия из металла. Модель отливкиДля создания отливки необходимо использовать приготовленную модель. Модель служит для создания отпечатка в литейной форме, именно с ее помощью будущему изделию задаются необходимые контуры. В ручном литье, как правило, используются неразъемные и разъемные деревянные, пластиковые и гипсовые модели. Чаще всего при ручном литье для изготовления штучных (наиболее сложных) изделий используют деревянные модели, предназначенные для неоднократного применения. Подобную модель несложно изготовить в домашних условиях. Для этого отбирают наиболее прочные породы деревьев: ольху, сосну, бук. Отдельные детали в разъемных моделях можно изготовить из березовой и буковой фанеры и затем скрепить их с помощью гвоздей, шурупов, болтов, нагелей или просто склеить. Такие части моделей в процессе формовки очень быстро изнашиваются, и потому их лучше всего готовить из особенно твердых пород деревьев, а также из древесного слоистого пластика ДСП-8, металла или пластмассы. Чтобы предназначенные для затачивания форм и стержней шаблоны служили долго, их предварительно армируют – обвертываютстальной пластиной толщиной 2–5 мм. Поверхность моделей отливки должна быть достаточно ровной и гладкой. Для того чтобы добиться этого, ее необходимо покрыть двойным слоем модельного лака. Делают это, как правило, после грунтовки и шпатлевки поверхности. Виды моделей отливокМодели отливок бывают: 1. Простые (это обычно неразъемные или с разъемом по плоскости модели без отъемных деталей и стержневых знаков). 2. Средней сложности (это модели средние – от 500 до 1500 мм и крупные – от 1501 мм и более, со стержневыми ящиками). 3. Сложные (это разъемные модели крупных размеров, предназначенные для литья таких больших деталей машин, как блок цилиндра внутреннего сгорания, станины металлорежущих станков и др.). По конструкции все модели отливок разделяют (рис. 161) на: 1. Неразъемные (рис. 161, а). Такие модели часто используют при ручном литье. Их достают из формы, не разделяя на части (хотя в некоторых случаях применяют и состоящие из нескольких мелких деталей шаблоны – рис. 161, в). Причем при формовке они оставляют четкий отпечаток наружного контура требуемой модели. 2. Разъемные (рис. 161, б). Модели подобного типа состоят обычно из нескольких частей, легко отделяющихся друг от друга по плоскости (или по сложной поверхности) детали. 3. Специальные (формовочные шаблоны и скелетные модели). Их часто применяют для формовки штучных изделий из металла. 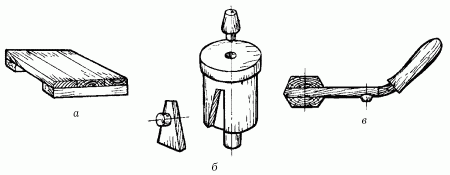 Рис. 161. Модели отливок: а, в – неразъемные; б – разъемные. ПодъемыДля того чтобы вытолкнуть получившуюся модель, в форме устанавливают подъемы различных модификаций: остроконечные, вставные (которые часто используют для небольших по массе и размеру моделей), крючковые (также применяемые для мелких и средних моделей), вертикальные полосовые (для крупных по размеру моделей) и болтовые (для моделей с достаточно большой массой). МолоткиПри извлечении отливки из формы пользуются молотками и металлическими стержнями. При этом молотком с силой ударяют в различных направлениях по нижней части стержня так, чтобы растолкать модель. Для предохранения отливки от разрушения необходимо в наиболее прочных местах установить металлические пластины, в которых предварительно проделать отверстия для стержня. Такие пластины могут быть комбинированными, то есть иметь два отверстия: одно для расталкивателя, а другое, с резьбой, для установки в модели подъема. Литейные формыС помощью модели отливаемого изделия, различных приспособлений и инструментов из песчаной смеси, называемой формовочной, изготавливают литейную форму. В нее заливают расплавленный металл, который заполняет полость и остывает в ней. После этого образуется отливка, внешне повторяющая очертания модели. В литейную форму можно заливать чугун, латунь, бронзу и другие сплавы. Разовые формыЛитейные формы бывают разовые и многократные. Разовые заливают металлом только один раз. После удаления отливки их разрушают. Основной составляющей формовочных смесей при изготовлении этих форм является кварцевый песок. В качестве связующей добавки используют глину. Разовые формы для художественных отливок могут быть разъемными и неразъемными, цельными и кусковыми, сухими и сырыми. Многократные формыПрочность и огнеупорность многократных форм позволяет после каждой заливки использовать их повторно, после небольшого ремонта внутренней поверхности. Иногда их применяют до 150 раз. Изготовляют эти формы из огнеупорных материалов (молотый шамот, асбест, графит). Бывают также металлические литейные формы. Они называются кокилями и используются при производстве отливок специальными способами литья. Опоки (полуформы)Литейная форма состоит из двух полуформ-опок, служащих для того, чтобы удерживать смесь при ее уплотнении, а также при перемещении и закреплении полуформ (рис. 162).  Рис. 162. Литейная форма: а, б – полуформы-опоки; в – крестовины опок; г – штырь; д – литниковая чаша; е – холодильник; ж – полость формы. Опоки, как правило, заполняют смесью из неорганичеких (кварцевый песок, глина) и органических (уголь, опилки) материалов. На боковой стороне опок необходимо сделать цапфы или небольшие ручки для удобства транспортировки. Опоки по внешнему виду напоминают деревянные или металлические рамки (рис. 163, 164).  Рис. 163. Деревянная опока для ручной формовки.  Рис. 164. Опока из фасонного проката. Предназначены они для уплотнения формовочной смеси при ручном изготовлении литейных форм и потому должны быть очень прочными и достаточно легкими. При ручной формовке рекомендуют использовать небольшие по размерам и массе (до 30 кг – без смеси, до 60 кг – со смесью) опоки, которые впоследствии можно будет достаточно легко перемещать. При литье в домашних условиях очень важно правильно выбрать опоку необходимого размера, чтобы при ее использовании не произошло разрушения формы. При выборе и установке опоки нужно учитывать следующие параметры: – расстояние между полостью формы и стенкой мелкой опоки должно составлять 30–50 мм, крупной – от 100 до 150 мм; – расстояние от стержневого знака до боковой стенки опоки не должно превышать 50 мм; – расстояние от модели до верхней или нижней поверхности мелкой опоки должно быть 40–60 мм, средней опоки – 60–120 мм, крупной – более 100 мм; – расстояние от нижнего знака стержня до нижней части опоки может составлять от 20 до 120 мм; – от верхнего знака стержня до верхней части опоки следует выдерживать расстояние в 50–120 мм; – при формовке сразу нескольких отливок в одной опоке расстояние между полостями формы должно быть не менее 20–25 мм для тонкостенных и невысоких отливок и 30–50 мм при изготовлении форм с высокими и толстыми стенками. Скрепление опокДля скрепления парных опок на их стенках необходимо сделать выступы, или приливы, в которых затем нужно высверлить отверстия, предназначенные для впрессованных стальных втулок. Две опоки можно скрепить двумя способами (рис. 165): 1. Штырем (рис. 165, а). В данном случае при скреплении деталей используемые металлические штыри вставляют в отверстия ушек верхней опоки. 2. На штырь (рис. 165, б). При этом способе скрепления верхнюю опоку надевают на штыри, предварительно закрепленные на нижней.  Рис. 165. Способы скрепления опок: а – штырем; б – на штырь. Стержневые ящики и стержниСтержневые ящики – необходимый инвентарь литейщика. Их используют для изготовления больших партий стержней, чаще делают из песчано-глинистых смесей. Литейный стержень по внешнему виду напоминает штырь. С его помощью при литье делают необходимые отверстия и задают нужные контуры будущей отливке. В форме его закрепляют на специально сделанном для этого выступе, который в процессе производства отливки входит в соответствующую ему впадину. Литниковая системаЛитниковая система устанавливается для обеспечения плавного и равномерного продвижения жидкого металла по каналам формы, а также является своеобразным фильтром для используемого расплава. Подобная система, как правило, состоит из литниковой чаши (воронки), стояка, шлакоуловителя, питателей и прибылей. ВоронкаИз разливочного ковша расплавленный металл наливают в литниковую чашу, или воронку, которая располагается в верхней части формы (рис. 166).  Рис. 166. Виды литниковых воронок: а – простая; б – в форме чаши. Для изготовления небольших по размеру отливок из алюминия или чугуна в форме проделывают воронку (рис. 166, а). Для литья крупных изделий в форме создают чашу (рис. 166, б). Причем выступ на ее дне служит в качестве своеобразного шлакоуловителя. СтоякИз литниковой чаши (или воронки) жидкий сплав попадает в стояк, обычно вертикально расположенный в верхней полуформе под углом 2–4° и имеющий коническую или цилиндрическую форму. Модели стояков лучше всего изготавливать из дерева. ШлакоуловительОн является своеобразным передаточным звеном, откуда очищенный от шлаков сплав поступает к питателям. По внешнему виду шлакоуловитель представляет собой горизонтально расположенный канал. Поскольку плотность жидкого металла и шлаков различна, последние быстрее всплывают на поверхность. В остывшем вязком сплаве этот процесс идет медленнее, и мелкие включения не успевают всплывать на поверхность. Поэтому очистку лучше проводить, пока металл еще не успел охладиться. На рис. 167 представлены различные виды шлакоуловителей.  Рис. 167. Виды шлакоуловителей: а – обычный; б – с удержанием шлака в широком канале; в – с удержанием шлака в высоком канале. ПитателиПитатели имеют обычно прямоугольную или трапециевидную форму. Они должны легко отделяться от полученного в процессе литья и затем охлажденного изделия. Питатели чаще всего делаются прямоугольной или трапециевидной формы, реже – полукруглой. Из них жидкий металл попадает непосредственно в полость формы. ПрибылиВ форме необходимо также расположить прибыли. При охлаждении некоторые металлы дают очень большую усадку, поэтому недостаток металла необходимо компенсировать. Для этого в верхних полуформах создают дополнительные каналы и полости, в которые заливается добавочный металл (рис. 168).  Рис. 168. Прибыли: а – полости для прибылей; б – каналы для выхода воздуха. ХолодильникС помощью холодильников можно регулировать процессы охлаждения металла внутри формы. Различают внешние и внутренние холодильники. Внешние холодильники располагают в различных местах формы: под фланцем отливки, под полкой, в углу стенки, сверху и в углах Т-образной стенки. Такие холодильники, как правило, вклеивают внутрь формы с помощью жидкого клея. При литье крупных изделий отдельные части холодильника (шпильки, проволочную спираль или металлическую пластину) размещают внутри полости формы, причем при взаимодействии с жидким металлом такой внутренний холодильник должен полностью расплавиться. ВыпорыДля выведения из полости лишнего воздуха и образующихся в процессе литья газов в форме делают выпоры – вертикально расположенные каналы, которые выходят наружу и в полость формы. С этими же целями в полуформах с помощью длинных игл – душников – проделывают вентиляционые каналы. ЖеребейкиДля стержней при отливе необходимо установить дополнительные опоры – жеребейки, которые должны будут сплавиться с жидким металлом. Для лучшего сплавления их поверхность рекомендуют покрывать оловом. Жеребейки бывают самых разнообразных конфигураций. Они должны иметь гладкую и чистую поверхность. При этом для литья из стали нужно использовать жеребейки из низкоуглеродистой стали, для литья чугунных изделий применяют чугунные жеребейки. При изготовлении тонкостенных отливок (толщиной не более 10 мм) лучше всего использовать жеребейки из белой жести, а при литье крупных изделий применяют литые. Служебные инструментыПомимо литейной формы, стержней и модельного комплекта, для ручного литья необходим и другой инвентарь, который условно можно разделить на несколько групп (рис. 169).  Рис. 169. Служебный инструмент для ручной формовки: а – сито; б – совковая лопата; в – ручные трамбовки; г – гладилки; д – угловые гладилки; е – крючок; ж – формовочный нож; з – фигурные ложки; и – стальные иглы. 1. Инструменты, предназначенные для заполнения опоки формовочной смесью: прямоугольные или круглые сита с металлической сеткой (рис. 169, а), плоские или совковые лопаты (рис. 169, б). 2. В опоке смесь утрамбовывают с помощью ручных трамбовок (рис. 169, в), которые, в зависимости от назначения, могут быть различными: короткими – для уплотнения смеси в опоках с низкими стенками, длинными – для уплотнения смеси в крупных опоках, с острыми или тупыми концами – для уплотнения смеси, соответственно, в объеме опоки или у ее поверхности. 3. Для контроля поверхностного слоя засыпанной и утрамбованной смеси используют ватерпас, или уровень. 4. Ровную и гладкую поверхность можно создать с помощью гладилки или ланцета (рис. 169, г). 5. Выправлять углы лучше всего угловыми гладилками (рис. 169, д). 6. Упавшие внутрь формы частицы формовочной смеси можно удалить с помощью крючка (рис. 169, е). 7. Для того чтобы избежать разрушения во время извлечения модели из формы, смесь необходимо предварительно увлажнить с помощью кисти. 8. Литниковые каналы лучше всего проделывать специальными ножами (рис. 169, ж). 9. Сгребать формовочную смесь в сито удобнее с помощью скребков и совков. 10. Для выравнивания поверхности литниковых ходов часто используют фигурные ложки (рис. 169, з). 11. Вентиляционные каналы можно проделать с помощью стальных игл разных диаметров (рис. 169, и): 3–5 мм – при изготовлении небольших форм, 7–10 мм – для крупных отливок. 12. Приготовленные модели расталкивают, используя специальные молоточки – киянки. 13. Лишними не окажутся и щетки, которыми можно сметать остатки и ненужные комочки формовочной смеси. 14. Для уплотнения формовочной смеси при изготовлении достаточно больших по размеру и массе форм рекомендуют использовать пневматическую трамбовку. 15. Часто внутри форм, на крестовинах, закрепляют крючки из изогнутой низкоуглеродистой стальной проволоки, которые служат опорой для формовочной смеси. Эти крючки для лучшего сцепления со смесью можно обмазать жидкой формовочной глиной. 16. Для того чтобы лучше зафиксировать формовочную смесь в верхней опоке, в ней устанавливают деревянные колышки. 17. Такие места в форме, как выступающие части, углы, болваны и переходы от тонких сечений к толстым, закрепляют с помощью литейных гвоздей, или шпилек. 18. Проволочные или литые каркасы используют в литье в качестве «скелета» стержней. При этом в небольшие по размерам стержни вставляют каркасы из тонкой проволоки, в более крупных стержнях устанавливают каркасы либо из проволоки диаметром до 9 мм, либо литые из чугуна. 19. Каждому литейщику необходимо всегда иметь под рукой пульверизатор (для нанесения краски на детали) и пневматические сопла (для обдува готовых форм перед сборкой их частей). Материалы Формовочные материалыПри наличии всевозможных инструментов и приспособлений, модели и песчаной смеси, которую называют формовочной, можно изготовить литейную форму. В нее заливается металл. Этот процесс и есть получение отливки. Процесс изготовления литейной формы является наиболее продолжительным и трудоемким при производстве литья. Его называют формовкой. Ее подразделяют на формовку по-сырому (когда форму заливают в сыром виде), по-сухому (форму заливают после сушки), по модели, по шаблону, в почве, в опоках, на ручную и машинную в зависимости от сложности и размеров отливок, способа формовки и степени механизации процесса, типа применяемой для изготовления литейной формы формовочной смеси. В зависимости от их применения формовочные материалы подразделяются на исходные материалы и смеси, а исходные, в свою очередь, – на основные и вспомогательные. Они имеют также рабочие свойства: природные и технологические. Природные свойства характерны для исходных формовочных материалов – песков и глин. К ним относятся морфологический, зерновой и химический составы материалов. Вспомогательные формовочные материалыОни включают в себя различного рода добавки, припылы, краски, натирки, формовочные клеи, разделительный песок и пр. ДобавкиДобавки – это опилки, молотый каменный и древесный уголь, конский волос, чугунная дробь. Их используют при изготовлении крупных форм и стержней, подвергающихся сушке перед заливкой металла. Для уменьшения пригара смеси к стенкам отливки добавляют 3–6 % каменноугольной пыли. В производстве крупных архитектурных отливок, во избежание образования трещин, которые появляются при сушке, в формовочную смесь добавляют конский волос. Для быстрого охлаждения массивных частей отливки применяют чугунную дробь, которую добавляют в формовочную смесь. ПрипылыПрипылы – это порошки, наносимые на внутреннюю поверхность сырой формы. Это делается для того, чтобы расплавленный металл не смачивал стенки формы, и с целью предупреждения образования пригара на отливке. В зависимости от размера изделия и толщины его стенок в качестве припыла применяют древесноугольный порошок, серебристый или черный графит, цемент и маршаллит. Формовочные смеси и их свойстваЕсли предстоит получить отливку со сложным рисунком и тонкими стенками, то нужно обратить внимание на качество формовочной смеси при изготовлении литейной формы. Ее свойствами являются прочность, пластичность, газопроницаемость, огнеупорность, податливость, состав зерен, теплопроводность. Залитый в форму металл при кристаллизации и охлаждении уменьшается в объеме, и готовая отливка будет иметь несколько меньшие размеры, чем полость формы. Такое явление называют усадкой отливки. Литейная форма не должна сопротивляться усадке металла. Иначе в стенках отливки могут образоваться трещины из-за напряжений, возникающих в металле. Свойство формовочной смеси, характеризующее сопротивление усадке отливки в форме, называется податливостью. Материалы для отливокПри художественном литье металлы в чистом виде практически никогда не применяют, так как их свойства не соответствуют требованиям, предъявляемым к отливкам. При соединении двух и более химических элементов в определенных пропорциях получаются сплавы. Они бывают нескольких разновидностей: цветные (медь, олово, алюминий, свинец, цинк, магний и т. д.), черные сплавы (чугун и сталь). Наибольшее распространение получили медные сплавы в производстве монументальных отливок, а серый литейный чугун – при отливке малых форм. Залитый в форму сплав при охлаждении теряет объем. Это называется усадкой, которая бывает объемной и линейной. Если в отливках возникают внутренние напряжения, вызывающие трещины, пористость, усадочные раковины, то причиной этому стала усадка. Она также негативно влияет на объем и размеры изготовляемых отливок. При кристаллизации сплава возникает неоднородность химического состава – это ликвация, которая наиболее выражена в массивных сечениях изделия. Употребляемые литейные сплавыЗдесь речь пойдет о сплавах, применяемых при художественном литье. Как уже говорилось выше, их несколько. Медные сплавыЕсли изделие будет работать в условиях повышенного трения, во влажной среде (морская вода), то такие детали необходимо изготавливать из медных сплавов. Они имеют хорошие литейные свойства, и их используют при художественном литье. Существует два вида медных сплавов – бронза и латунь. Расскажем немного о каждом. Олово, свинец, марганец, алюминий, добавленные к меди, – это и есть бронза. В свою очередь, бронза бывает двух видов – оловянная и безоловянная. Оловянные бронзы имеют как достоинства (высокое сопротивление износу и действию воды, хорошая жидкотекучесть), так и недостатки (высокая стоимость, низкая прочность при повышенной температуре, склонность к образованию усадочной пористости). Безоловянные бронзы обладают хорошей коррозионной прочностью и стойкостью, недороги, но в то же время отливки из них получаются с усадочными раковинами, не очень плотными. Латунь – это сплав меди с цинком. Иногда добавляют и другие химические элементы. Эти сплавы чаще всего используют при изготовлении отливок со сложной поверхностью, потому что они имеют более плотную структуру и малую газовую пористость. Алюминиевые сплавыОни делятся на группы и марки, обладают хорошими литейными свойствами, великолепно обрабатываются, имеют малую плотность и очень прочны. Наибольшее применение имеет группа сплавов кремния с алюминием. Их называют силуминами. Серый чугунЕсли учесть дефицитность и высокую стоимость медных сплавов, то лучшей замены им, чем серый чугун, не найти. Он обладает хорошими технологическими свойствами, высокой коррозионной стойкостью и низкой стоимостью. Поэтому широко применяется при изготовлении малых форм. Техника формовки Ручная формовка – процесс достаточно трудоемкий, однако терпение и желание создать необычное изделие из металла могут помочь овладеть им. В технологии ручной формовки особенное внимание следует уделять двум основным процессам: наполнению формы и уплотнению формовочной смеси. Недостаточное наполнение и уплотнение смеси часто приводят к различным дефектам на отливках. Брак на изделиях может появиться в результате чрезмерного наполнения формы смесью, так как при этом нарушается выход газов и воздуха из полости. Наполнять формы и уплотнять смесь нужно равномерно по всему объему так, чтобы при этом не образовывались впадины и излишне плотные места в формовке. Подготовка исходных формовочных материаловФормовочные материалы порой бывают в состоянии, непригодном для приготовления смесей. Поэтому их подвергают предварительной обработке – сушке, размолу, просеиванию. Сушку производят различными способами. Когда расход смесей небольшой, сушат в простых печах, на противнях. При большом потреблении материалов – в специальных барабанных печах. Некоторые пески поступают из карьеров в виде спрессованных пластин, а глины – в виде комков. Поэтому их после сушки подвергают размолу в бегунах. Просеивание производят после размола на вращающихся или качающихся ситах. Подготовка отработанной смеси включает в себя дробление, магнитную сепарацию и регенерацию. Приготовление и испытание формовочных смесейНижеперечисленные операции входят в процесс приготовления формовочных смесей: составление смеси, перемешивание сухого состава, увлажнение, перемешивание влажного песка, вылеживание, разрыхление. Перед формовкой необходимо проверить качество формовочной смеси. Проверяют не все свойства, а только самые важные: газопроницаемость, прочность, количество глины, влажность и зерновой состав песка. Изготовление моделейИзготовить модели для отлива в домашних условиях не так сложно, как может показаться на первый взгляд. Небольшие по размеру неразъемные модели, состоящие из нескольких склеенных между собой досок, необходимо предварительно обработать на токарном или фрезерном станке. Модели более крупных размеров собирают из подготовленных продольных или поперечных рам и затем соединяют в определенном порядке для получения необходимой формы. После этого деревянный каркас обшивают досками или листами фанеры толщиной в 30 мм, поверхность которых затем зачищают. И лишь потом присоединяют мелкие детали модели (ребра, бобышки, приливы), а также вставляют и закрепляют подъемы. Разъемные модели соединяют с помощью деревянных или металлических шипов-дюбелей, которые закрепляют без использования клея, так как они подвержены быстрому износу. Металлические дюбели при этом крепят к модели шурупами, а деревянные удерживаются вообще без какого бы то ни было крепления за счет силы трения. Отъемные детали прикрепляют к модели с помощью металлических шпилек или шипов типа «ласточкин хвост». При этом шпильки используют для моделей, предназначенных для выпуска небольшой партии изделий, а деревянные или металлические шипы «ласточкин хвост» применяют для скрепления частей моделей, по которым изготавливают большое количество форм для отлива. Галтели в деревянных моделях можно установить различными способами: с помощью клея (рис. 170, а), врезать в модель (рис. 170, б) или изготовить непосредственно в ней (рис. 170, в). Такую деталь для формовочной модели можно изготовить и из замазки (рис. 170, г).  Рис. 170. Установка галтелей: а – вклеивание; б – врезание; в – цельная галтель; г – замазка. ФормовкаПервоначально необходимо на модельной плите расположить модель отливки и питателя. После этого установить нижнюю опоку так, чтобы ее приливы оказались внизу, после чего предварительно слегка присыпанную серебристым графитом модель посыпать просеянной облицовочной смесью. Затем опоку надо заполнить смесью из органических и неорганических материалов (о них говорилось выше). После наполнения формы ее нужно хорошо утрамбовать сначала острой трамбовкой для уплотнения стенок, а потом с тупым бойком, чтобы утрамбовать поверхностные слои наполнительной смеси, излишки которой потом можно удалить с помощью деревянной линейки. Для того чтобы при отливе газы выходили наружу, в смеси длинной металлической иглой проделывают вентиляционные каналы, которые не должны касаться модели. После завершения данных операций заполненную нижнюю полуформу необходимо перевернуть на 180° так, чтобы вентиляционные каналы оказались на дне будущей формы, а приливы, наоборот, вверху. Затем ее располагают на столе верстака и снимают контрольную мерку плотности смеси нижней полуформы с помощью твердомера. После проверки того, что смесь достаточно уплотнена, ее поверхность необходимо выровнять гладилкой, а затем закрепить знак модели. Поверхность нижней полуформы надо присыпать сухим кварцевым разделительным песком, а затем удалить все излишки материала, верхнюю же полуформу установить на нижнюю и модель вновь присыпать графитом. Затем на модели питателя (расположенном в нижней опоке) закрепляют модели шлакоуловителя и стояка, после чего их засыпают слоем облицовочной смеси, которую вручную уплотняют вокруг стояка. В опоку засыпают наполнительную смесь, которую хорошо уминают плоской трамбовкой, после чего ее поверхность выравнивают линейкой, удаляя излишки. Для предотвращения скопления воздуха и газов при нагреве в смеси верхней полуформы (так же, как и нижней) необходимо сделать вентиляционные каналы. После завершения этого процесса нужно изготовить литниковую воронку и удалить стояк. Перед тем как извлечь шлакоуловитель и знак, необходимо разделить полуформы и смести щеткой разделительный песок. После формовки верхней опоки нужно измерить плотность наполнительной смеси в плоскости разъема и разровнять ее поверхность гладилкой. Затем в модели закрепляют подъем. Для этого ее расталкивают, ударяя молотком по подъему, и только после этого осторожно (в строго вертикальном направлении) вынимают модель и питатели. Для того чтобы облегчить ее извлечение, смесь нужно предварительно увлажнить с помощью пеньковой кисти. После извлечения модели форму осматривают, исправляют дефекты. Для этого поврежденные места нужно смочить глиной или жидким стеклом и исправить формовочным инструментом. При этом лучше всего пользоваться специальными шаблонами и деревянными линейками, учитывая то, что стенки форм и их поверхность должны быть ровными и гладкими, а платики и бобышки – иметь четкие линии. Форму, брак которой настолько велик, что она имеет множество слабо или, наоборот, чрезмерно уплотненных мест и различных повреждений, использовать для отливки нельзя. Такие формы разрушают, выбивая и удаляя из них формовочную смесь. В смесях качественных форм закрепляют стержень, после чего опоки спаривают, соединяя штырями, и устанавливают на формовочной смеси, придавив сверху грузом. Подготовка форм к заливке металлаПосле того как формы высохнут, их необходимо отделать и собрать разъемные детали. Перед отливом рабочую поверхность формы следует закрепить шпильками длиной до 10 см. Прежде всего нужно закрепить наиболее слабые и подверженные различным повреждениям места формы: бобышки, болваны, платики, ребра, углы и боковые кромки, а также исправленные участки. Для этого шпильки (или литейные гвозди) вдавливают в смесь, располагая их при этом на определенном расстоянии друг от друга: у питателей с интервалом в 25–35 мм, у поверхности 50–70 мм, нижнюю часть и вертикальные поверхности закрепляют шпильками, располагая их на расстоянии в 25–100 мм одна от другой, нижние и боковые выступы – на расстоянии 50–75 мм, верхние 25–40 мм. Перечисленные выше участки сырых форм рекомендуют закреплять несколько чаще, увеличивая частоту расположения шпилек в два раза. Готовая к заливке жидким металлом форма должна иметь хорошо подготовленную литниковую систему с прочными, ровными и гладкими стенками. Формы можно красить как перед просушкой, так и после нее. При окрашивании сырой формы ее необходимо обработать: хорошо выровнять полость и замазать подтеки и заливы краски с помощью влажной пеньковой кисти. Сборка деталей формыДля литья используют только качественные (неповрежденные, хорошо просушенные, с ровной и гладкой поверхностью) формы. Стержни маленьких размеров закрепляют в нижней полуформе вручную, предварительно тщательно выверив их размер: они должны плотно входить в углубления в форме, причем их вентиляционные каналы должны совпадать с теми же каналами в форме. Для лучшей фиксации необходимо использовать жеребейки, которые закрепляют стержни в нужном месте и не дают им всплыть при заливке сплавом. Для того чтобы жидкий металл при заливке не попадал в вентиляционные каналы и зазоры между стержнем и формой, на знаковой части рекомендуют сделать выступы (обжимные пояски), а ее зазоры заполнить глиной, паклей, асбестом или песком. При сборке частей форм необходимо постоянно контролировать их размеры. Производить это можно с помощью линейки, угольника, кронциркуля или нутромера. Изогнутые поверхности можно контролировать, установив конусы или небольшие валики из глины. Однако этот процесс занимает достаточно много времени, и потому измерения подобных поверхностей удобнее производить с помощью шаблонов и кондукторов. После установления и закрепления стержня его подъем необходимо заделать формовочной смесью. Участок должен быть тщательно отделан: прошпилен, хорошо просушен и выкрашен. Для того чтобы предотвратить утечку сплава по линии разъема сырых полуформ, необходимо по периметру литниковой системы и полости формы, на расстоянии 40–100 мм от нее, произвести подрезку слоя смеси с помощью гладилки. В просушенных формах для этого прокладывают графитоасбестовый шнур, отступая от полости на 40–60 мм. После сборки, перед применением, формы нужно очистить щеткой от пыли, остатков смеси и песка. И только затем надо устанавливать литниковые чаши (или воронки), сделанные из стержневой смеси или глины. В полностью подготовленную форму можно заливать сплавы. Техника литья Приготовление расплавовЧтобы приготовить металл для заливки в форму, существуют плавильные печи, в которых он расплавляется. Есть несколько разновидностей печей – дуговые и индукционные электрические, пламенные и тигельные, вагранки, электрические печи сопротивления. Они должны обеспечивать низкий расход топлива и хорошую производительность, небольшой угар расплава и минимальное насыщение его ненужными примесями, выход расплава заданной температуры, жидкотекучести и химического состава. Совсем немного поясним вопрос по поводу этих печей. Если для литья необходимо иметь значительное количество металла с постоянным химическим составом, то более всего подойдет для этого вагранка. Это печь непрерывного действия, у нее высокая производительность. Она представляет собой шахтную плавильную печь, которая внутри выложена огнеупорным кирпичом. Снаружи вагранка облицована металлическим кожухом, сварным или клепаным. При всех достоинствах этой печи у нее имеется очень существенный недостаток – в процессе расплава происходит увеличение содержания серы (она переходит в чугун). Пламенная печь используется при изготовлении цветных сплавов и плавке чугуна. Она представляет собой камеру, кожух которой собран из литых чугунных плит. Изнутри ее облицовывают огнеупорным кирпичом. Такие печи могут быть стационарными и поворотными. Они имеют большое преимущество, заключающееся в возможности получения чугуна с меньшим содержанием вредных примесей. Но по сравнению с вагранками пламенные печи менее удобны в работе и неэкономичны. По типу энергии, применяемой для плавки, тигельные печи (рис. 171) подразделяются на электрические и коксовые.  Рис. 171. Стационарная тигельная печь. Они могут быть поворотными и стационарными и использоваться для плавки бронзы и латуни. Преимущество плавки в таких печах – получение расплава с малым содержанием серы. Недостаток – большой расход кокса и малая производительность. Электрические плавильные печи делятся на дуговые, индукционные и печи сопротивления. Чаще всего их применяют для плавки бронзы и латуни, и редко – чугуна. Дуговая электрическая печь – это стальной сварной барабан с графитовыми электродами, между которыми возникает дуга, являющаяся источником теплоты. Индукционные печи относятся к агрегатам непрерывного действия, они очень экономичны и производительны. Достоинствами этих печей являются небольшой угар элементов, постоянный химический состав металла и отсутствие вредных выделений. Заливка формДля заливки расплавленного металла в формы имеется множество ковшей самых разных конфигураций и размеров. Они бывают монорельсовые, крановые и ручные. Рассмотрим каждый тип ковша в отдельности. При изготовлении малых форм пользуются ручными ковшами-ложками. Их переносят специальными носилками-рогачами, они имеют вместимость 16–40 кг и изготавливаются из листовой стали. Изнутри все ковши-ложки необходимо обмазывать огнеупорной глиной и просушивать. Заливку крупных форм производят барабанными ковшами, которые подвозят на специальных вагонетках и наклоняют с помощью поворотного механизма. Такие ковши имеют емкость 400–800 кг. В технологическом процессе получения отливки самая короткая операция – заливка литейных форм. Вместе с тем она значительно влияет на качество отливки. Шлаковые и усадочные раковины, недоливы, спаи, пригар – это причины брака при заливке, встречающиеся достаточно часто. Поэтому имеет смысл остановиться на способах заливки форм. В зависимости от места расположения форм, от требований, предъявляемых к отливке, существует ряд способов заливки форм: на плацу, на рольганге, на конвейере. В сложных случаях применяют специальные способы – заливку в поворотные и наклонные формы, в среде инертных газов и под вакуумом, в автоклаве. ВыбивкаПосле охлаждения отливки, литейную форму разрушают – производится выбивка. В зависимости от объема производства и сложности отливки выбивают из форм вручную или механизировано. С помощью молотков и клещей выбивают вручную. При механизированном способе применяют вибрационные скобы, коромысла, механические и инерционные решетки, а также пневматические рубильные молотки и гидравлические установки. Познакомимся немного с этими инструментами. Вибрационная скоба – это приводимый в действие сжатым воздухом переносной вибрационный механизм, предназначенный для выбивки из опок формовочной смеси и отливок. Удобное подвесное устройство, которое создает вибрацию опоки, называется вибрационным коромыслом, оно обеспечивает равномерное вытряхивание смеси и ускоряет процесс выбивки. Принцип работы механических выбивных решеток в том, что они после приведения в колебательное движение подбрасывают опоку, и она, ударяясь о решетку, разбивается. Стержни из отливок удаляют пневматическими рубильными молотками, вибрационными машинами и гидравлическими установками, из которых самыми совершенными являются последние, так как они работают бесшумно и не создают запыленности, а к недостаткам относятся высокая стоимость и необходимость сушки отливки. Отливка после выбивки из формы имеет на поверхности выпоры, литники и прибыли, могут образоваться и заливы. Если они имеют небольшую толщину, с помощью молотка и зубила их удаляют вручную. У скульптурных и архитектурных форм – пневматическими зубилами. У отливок из цветных сплавов дефекты удаляют ножовками или на специальных станках с ленточными пилами. Этот процесс удаления литников, выпоров и т. д. называется обрубкой. ОчисткаПосле обрубки отливки очищают от пригоревшей к их поверхности формовочной смеси. Делают это вручную, в барабанах, дробеструйных аппаратах, в установках химической и электрохимической очистки, с помощью механических щеток. Изделия, имеющие сложную поверхность и тонкие стенки, очищают вручную на специальных столах с металлическими решетками и пылеотсасывающими трубами. Ажурные тарелки, кронштейны и др. очищают круглыми механическими проволочными щетками. Очистка в барабанахВ них очищают толстостенные отливки, не имеющие на поверхности тонких украшений. Их закладывают в барабан (рис. 172) вместе с чугунными звездочками, которые при вращении барабана сдирают формовочную смесь, пригоревшую к поверхности отливки.  Рис. 172. Очистной барабан. В барабанах можно очищать и тонкостенные отливки, только при этом необходимо проложить их деревянными прокладками, чтобы они не перекатывались. Дробеструйная очистка отливок производится сжатым воздухом с добавлением чугунной дроби. Через слой дроби проходит воздух, увлекает ее за собой, выбрасывает на поверхность отливки и очищает ее. Отливки, полученные литьем, очищаются выщелачиванием, или химической очисткой, в сетчатом барабане, помещенном в ванну с горячим раствором каустика. Электрохимическая очистка отливок производится в специальных установках. Принцип работы их основан на химических реакциях, которые проходят в расплаве гидроокиси калия или натрия, при пропускании через них электрического тока напряжением 5–10 В. Электрохимическая очистка дает высокое качество поверхности отливок. |
|
|||
|
Главная | Контакты | Прислать материал | Добавить в избранное | Сообщить об ошибке |
||||
|
|
||||