|
||||
|
Санитарно-технические операции Соединение стальных труб Сеть трубопроводов, по которой под определенным давлением перемещаются вода, пар или газ, состоит из отдельных соединенных между собой участков стальных труб. Трубопровод на всем протяжении, в том числе в местах соединений, должен быть прочным, плотным и сохранять свою непроницаемость при удлинении или укорачивании от температурных изменений. Стальные трубы соединяют на резьбе, фланцах и сварке. Соединение стальных труб на резьбе. Соединительные части изготовляют с цилиндрической резьбой. Для соединения стальных труб на резьбе используют соединительные части (фитинги) из ковкого чугуна и стали. Соединительные части из ковкого чугуна применяют для трубопроводов, по которым проходит вода или пар с температурой не выше 175 °C и давлением до 1,6 МПа при диаметрах условного прохода не более 10 мм и до 1 МПа при диаметрах от 50 до 100 мм. Соединительные части из стали используют для трубопроводов всех диаметров при давлении до 1,6 МПа. Фитинги из ковкого чугуна на концах имеют утолщения-буртики, необходимые для большей прочности. У фитингов из стали на концах нет буртиков. Фитингами из ковкого чугуна с цилиндрической резьбой для соединения труб по прямой и для заглушки концов являются муфты прямые и переходные, соединительные гайки, футорки, контргайки, пробки. Для соединения труб под углом и устройства ответвлений применяют следующие фитинги из ковкого чугуна: угольники прямые и переходные, тройники прямые и переходные. Торцы фитингов должны быть ровными и перпендикулярными к оси соединительной части. Внутренняя и наружная резьбы должны быть чистыми, без заусенцев и срывов резьбы, нарезанными точно по осевым линиям фитингов. Допускаются участки с сорванной резьбой, если их длина в сумме не превышает 10 % длины резьбы. При резьбовых соединениях, чтобы обеспечить непроницаемость стыка, применяют уплотнительный материал – лен, асбест, натуральную олифу, белила, суриковую и графитную замазку. При цилиндрических резьбовых соединениях труб, по которым транспортируется холодная и горячая вода (температурой до 100 °C), уплотнительным материалом служит льняная прядь, пропитанная суриком или белилами, замешанными на натуральной олифе. Для трубопроводов с теплоносителем температурой более 100 °C в качестве уплотнительного материала применяют асбестовый шнур вместе с льняной прядью, который пропитывают графитом, замешанным на натуральной олифе. Резьбу вначале промазывают суриком или белилами. На короткую резьбу льняную прядь наматывают со второй нитки от торца трубы по ходу резьбы тонким ровным слоем «врасстилку», без обрыва. Прядь, которая должна быть сухой, необходимо предварительно тщательно рассучить, чтобы волокна хорошо отделялись. Намотанную прядь сверху по ходу резьбы промазывают разведенным суриком. Прядь не должна свисать с конца трубы или входить внутрь трубы, так как это может вызвать засорение трубопровода. Асбестовый шнур со льном наматывают от сбега к началу резьбы, что позволяет более плотно уложить его на резьбе и не сбить при навинчивании фасонной части. Вместо льна, сурика и олифы для уплотнения резьбовых соединений применяют уплотнительную ленту на основе фторопластов – ленту ФУМ. Эта лента состоит из фторлона 4Д (80–84 %) и вазелинового масла для смазки (16–20 %). Фторлон 4Д стоек ко всем минеральным кислотам, щелочам и другим коррозионным средам. Для уплотнения резьбовых соединений используют ленту шириной 10–15 мм и толщиной 0,08—0,12 мм. Поверхность ленты должна быть ровной, без разрывов и вздутий. По внешнему виду лента белого цвета; допускается наличие небольших оттенков и пятен. Ленту ФУМ применяют при монтаже систем водоснабжения, отопления и газопроводов, а также при монтаже технологических трубопроводов, транспортирующих среду температурой от -50 до 200 °C. 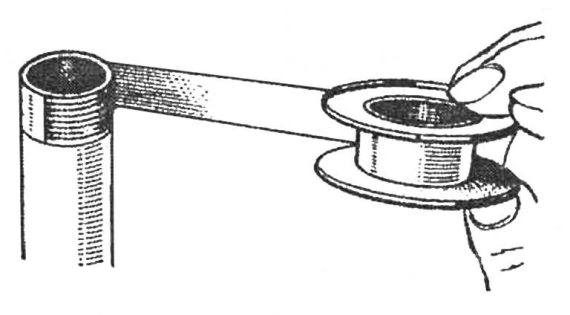 Рис. 17. Уплотнение резьбовых соединений с использованием ленты ФУМ При использовании ленты ФУМ резьбу предварительно очищают от загрязнения, протирая ее ветошью; затем на резьбу наматывают ленту по направлению резьбы, как показано на рис. 17, после чего навертывают фитинг или арматуру. На трубы диаметром 15–20 мм ленту наматывают в три слоя, а на трубы диаметром 25–32 мм – в четыре слоя. На разъемных соединениях (сгонах) между муфтой и контргайкой наматывают жгут из трех слоев той же ленты. Если резьбовое соединение не обеспечивает герметичности и появляется необходимость замены уплотняющего материала, резьбу нужно хорошо очистить от ленты и заново произвести соединение. Сваривать трубу следует до уплотнения резьбового соединения лентой ФУМ. Если необходимо выполнить сварной стык после уплотнения резьбового соединения, последнее должно быть расположено не ближе чем на 400 мм от места сварки. Соединительные части нужно навертывать на трубы до отказа, т. е. так, чтобы они заклинились на последних двух конусных нитках (сбеге) резьбы, чем обеспечивается герметичное соединение. Кроме короткой резьбы трубы соединяют и на длинной резьбе, применяя сгоны. Стандартные сгоны длиной 110 мм изготовляют для труб диаметром 15 и 20 мм, 130 мм – для труб диаметром 25 и 32 мм и 150 мм – для труб диаметром 35–50 мм. Сгон длиной 300 мм устанавливают на стояках отопления. Компенсирующий сгон длиной 130 мм изготовляют для труб диаметром 15 и 20 мм, сгон длиной 140 мм – для труб диаметром 25 и 32 мм. Соединяют сгон следующим образом. На длинную резьбу насухо навертывают контргайку и муфту. Свинчивая муфту с длинной резьбы, ее навинчивают до конца короткой резьбы, применяя уплотнительный материал. Затем наматывают у торца муфты по ходу резьбы свитый в жгутик уплотнительный материал, и контргайку плотно подгоняют к муфте. Жгутик помещается в фаске муфты и препятствует просачиванию воды или пара по резьбе. Если в муфте отсутствует фаска, жгутик уплотнительного материала выдавливается контргайкой и соединение не будет достаточно плотным. Места соединения труб очищают от выступающего уплотнительного материала ножовочным полотном. Трубы соединяют также с помощью гаек. Для этого на обоих концах соединяемых труб нарезают короткие резьбы и навинчивают на уплотнительный материал штуцера соединительных гаек. Затем, поставив между соприкасающимися плоскостями штуцеров прокладку из тряпочного картона, проваренную в олифе, или паронитовую прокладку, штуцера стягивают накидной гайкой. При соединении труб с муфтовой арматурой трубы нарезают с уменьшенной короткой резьбой, соответствующей длине резьбы на арматуре. Водогазопроводные трубы на резьбе соединяют с помощью трубных ключей разных конструкций – рычажных, раздвижных и накидных (рис. 18). Трубный рычажный ключ состоит из неподвижного рычага, соединенного с подвижным рычагом обоймой. Степень раскрытия губок регулируют гайкой. Ключи изготовляют пяти размеров: 1 для труб диаметром от 15 до 25 мм, 2 – диаметром от 15 до 38 мм, 3 – от 15 до 50 мм, 4 – от 20 до 75 мм и 5 – от 25 до 100 мм. 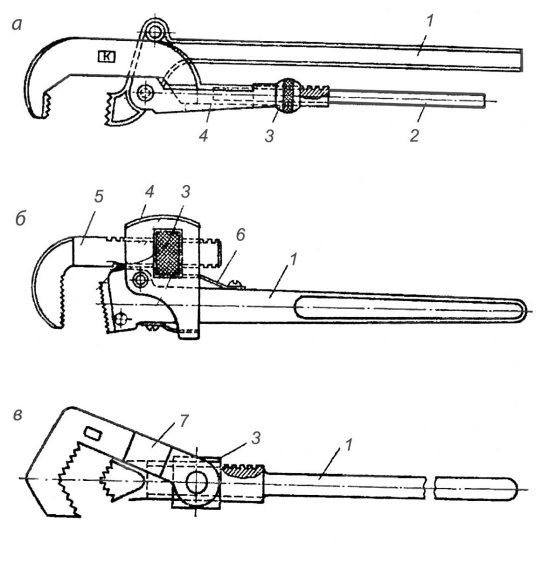 Рис. 18. Трубные ключи: а – рычажный, б – раздвижной, в – накидной; 1 – неподвижный рычаг; 2 – подвижный рычаг; 3 – гайка; 4 – обойма; 5 – подвижная губка; 6 – пружина; 7 – накидная губка Раздвижной ключ состоит из рычага, подвижной губки, соединенной с рычагом обоймой. Ключ регулируют по диаметру трубы гайкой. Пружина служит для отжатая вверх подвижной губки. Трубный накидной ключ состоит из рычага, головки с гайкой, с помощью которой он соединен с рычагом. Такие ключи применяют для свинчивания труб диаметром от 15 до 75 мм. Трубные ключи требуют тщательного ухода, систематической очистки, смазывания винтов и шарнирных соединений машинным маслом. Не разрешается работать неисправными ключами, в том числе ключами со сработанными губками. Такие ключи при работе соскакивают с труб и могут причинить ушибы и ранения. Не следует работать ключами, номера которых не соответствуют диаметру свинчиваемых труб, так как при этом ключи быстро становятся непригодными. Запрещается надевать обрезки труб на рычаги ключей для увеличения силы, прилагаемой к ключам, так как от этого рычаги гнутся и ключи становятся непригодными для работы. При свинчивании труб для получения надежного заклинивания фасонной части или арматуры на сбеге резьбы не разрешается подавать назад навинченную фасонную часть, чтобы избежать нарушения плотности соединения. Если фасонная часть или арматура не заняла требуемого положения и ее нельзя повернуть по ходу резьбы, то положение можно исправить, разъединив сгоны по обеим сторонам фасонной части или арматуры и придав им требуемое положение; затем сгоны вновь надо соединить. Если это не представляется возможным, нужно разобрать соединение и вновь его собрать, применив новые уплотнительные материалы. Трубы свинчивают в прижимах или на месте монтажа. Соединение труб на фланцах. Безрезьбовые стальные трубы можно соединять на приваренных к ним фланцах с помощью болтов, которые вставляют в отверстия фланцев. При навинчивании гаек на болты фланцы не должны давать перекоса, поэтому гайки рекомендуется навинчивать не в порядке расположения болтов по окружности, а одну против другой. Уплотнительным материалом между фланцами служат прокладки. Для трубопровода, предназначенного для холодной или горячей воды (до 100 °C), прокладки изготовляют из тряпичного картона толщиной 3 мм. Вырезанные картонные прокладки смачивают водой и высушивают, чтобы лучше впитывалась олифа, а затем пропитывают горячей олифой в течение 20–30 мин. Для трубопровода, предназначенного для теплоносителя температурой до 450 °C и давлением до 5 МПа, прокладки изготовляют из паронита. В паропроводах давлением пара до 0,15 МПа для прокладок применяют асбестовый картон толщиной 3–6 мм. Асбестовый картон должен быть плотным и гибким; при сгибании картона под углом 90 ° вокруг цилиндра диаметром 100 мм он не должен ломаться. Асбестовые прокладки смазывают составом из графита, замешанного на натуральной олифе. Между фланцами располагают одну прокладку. Чтобы прокладка не упиралась наружной кромкой в болты, а внутренней не закрывала отверстия трубы, наружный диаметр ее не должен доходить до болтов, а внутренний – до края трубы на 2–3 мм. Фланцы соединяют болтами таким образом, чтобы головки всех болтов помещались на одной стороне соединения. Концы болтов не должны выступать из гаек больше чем на 0,5 диаметра болта. Болты свинчивают простым или разводным гаечным ключом. Разбирают фланцевые соединения следующим образом. Сначала гаечными или трубными ключами последовательно развинчивают гайки и вынимают болты. Если болты заржавели и свободно не вынимаются, их выколачивают ударами молотка по деревянной подкладке, поставленной на конец болта, чтобы не повредить резьбу. Негодную прокладку срубают зубилом. При разборке фланцев необходимо соблюдать меры предосторожности, чтобы освобожденная деталь не упала на ноги работающего. Соединение чугунных раструбных труб Общие сведения. Чугунные трубы применяют для наружной сети водопровода, внутренней сети канализации и водостоков. Первые называются водопроводными, вторые – канализационными трубами. Водопроводные и канализационные трубы и фасонные части к ним отливают из серого чугуна. Снаружи и внутри трубы для предохранения от коррозии покрывают слоем нефтяного битума БНИ-1У. В результате покрытия внутренняя поверхность труб становится более гладкой, что уменьшает трение воды о их стенки. Качество чугунных труб проверяют, осматривая и легко обстукивая молотком для обнаружения трещин. Поверхность труб снаружи и внутри должна быть чистой и гладкой, без плен, швов, раковин, пузырей, свищей, шлаковых включений, трещин и других дефектов, влияющих на прочность. Металл трубы в изломе должен быть однородным, мелкозернистым, плотным и легко поддаваться обработке режущим инструментом. Чугунные водопроводные трубы диаметром от 50 до 1200 мм, толщиной от 6,7 до 31 мм и длиной от 2 до 7 м соединяют на раструбах (рис. 19). Чугунные канализационные трубы изготовляют с раструбами длиной от 60 до 75 мм в зависимости от диаметра труб. Ширина зазора между внутренней поверхностью раструба и наружной поверхностью вставленного в раструб конца другой трубы равна 6 мм для труб диаметром 50 и 100 мм и 7 мм для труб диаметром 150 мм. 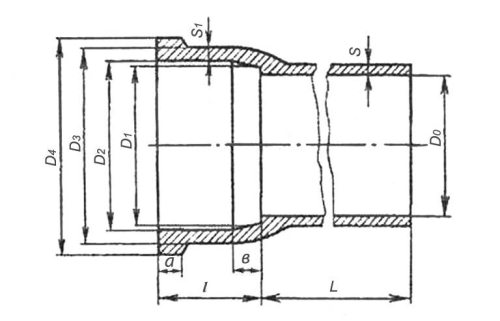 Рис. 19. Чугунная канализационная труба с раструбом Сборка чугунных труб с заделкой раструбов цементом. Чугунные канализационные трубы и фасонные части соединяют, заделывая зазор между внутренней поверхностью раструба и наружной поверхностью вставленного в раструб конца трубы или фасонной части (рис. 20). Концы соединяемых деталей тщательно очищают от грязи, и трубу вставляют в раструб другой трубы. Затем на выступающую из раструба трубу навертывают кольцами жгут из смоленой пряди и конопаткой плотно вгоняют его в зазор раструба. Чтобы конец жгута при этом не попал в трубу и не засорил трубопровод, при навертывании первого кольца конец жгута захлестывают сверх кольца. Смоленую прядь законопачивают на 2/3 глубины раструба. 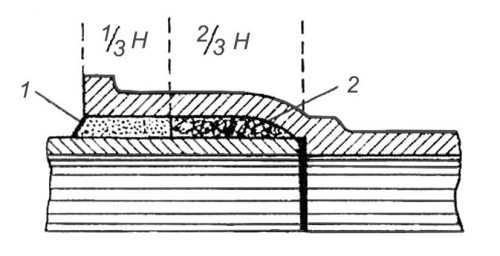 Рис. 20. Заделка раструба цементом После уплотнения смоленой пряди приготовляют цементный раствор, а затем оставленное место в раструбе заполняют с помощью совка раствором 1 и плотно зачеканивают чеканкой и молотком до тех пор, пока чеканка не начнет отскакивать от цемента. Для заделки раструба применяют цемент марки 300 или 400, который тщательно перемешивают с водой в пропорции девять частей цемента на одну часть воды (по массе). Чтобы цементный раствор хорошо схватился, по окончании зачеканивания его следует накрыть мокрой тряпкой. В жаркую погоду тряпку время от времени смачивают водой. В зимнее время цементный раствор приготовляют на горячей воде, а раструбы подогревают. Стыки после заделки утепляют. Вместо цемента для заделки раструба можно использовать асбестоцемент. Асбестоцементную смесь для заделки стыков приготовляют механическим перемешиванием цемента марки не ниже 400 и асбестового волокна (не ниже 4-го сорта) в соотношении 2:1. Непосредственно перед заделкой каждого стыка сухую асбестоцементную смесь увлажняют, добавляя 10–12 % воды от массы смеси. Асбестоцементной смесью стык заделывают примерно на 1/3 высоты раструба. Сборка чугунных труб с заделкой раструбов расширяющимся цементом. Заделка раструбов чугунных труб смоленой прядью и цементом требует большой затраты труда, значительного расхода пряди и длительного времени для схватывания цемента. Кроме того, герметичность соединений зависит от качества уплотнения раструба. Более совершенной и простой является сборка чугунных канализационных труб с заливкой раструбов расширяющимся цементом (рис. 21). Этот цемент водонепроницаем и обладает способностью расширяться при твердении и самоуплотняться. Применение расширяющегося цемента для заделки раструбов значительно ускоряет процесс сборки чугунных канализационных труб, так как отпадает необходимость конопатки раструбов смоленой прядью и чеканки стыка. 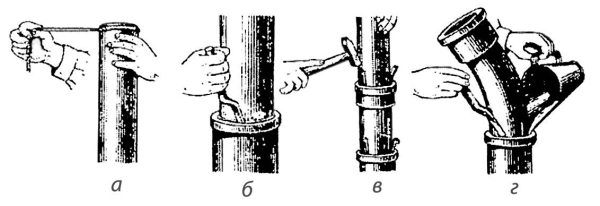 Рис. 21. Приемы заделки стыков чугунных канализационных труб расширяющимся цементом: а – намотка прядей, б – осадка прядей, в – установка и центрирование трубы, г – заделка цементом Сначала подбирают и подгоняют необходимые трубы и фасонные части. После этого жесткой кистью очищают места стыков от пыли и грязи и промывают водой. На конец трубы, который заводят в раструб другой трубы или фасонной части, наматывают два винта белой пряди толщиной 5 мм и длиной 440 мм для труб диаметром 50 мм и длиной 760 мм для труб диаметром 100 мм. Деталь с намотанной прядью вставляют в раструб другой детали, а прядь тонкой конопаткой осаживают вниз. Затем трубу, вставленную в раструб нижней детали, центрируют тремя металлическими клиньями так, чтобы ширина кольцевого зазора между трубой и раструбом была везде одинакова, и вгоняют клинья легкими ударами молотка. Для заделки подготовленных стыков в сосуд для приготовления раствора вначале засыпают цемент. Для трубы диаметром 50 мм на один стык расходуют 100 г цемента, для трубы диаметром 100 мм – 200 г. Затем в сосуд с цементом наливают воду (до 70 % от объема цемента). Раствор непрерывно перемешивают, чтобы не было комков и сухих частиц. Кольцевой зазор стыка заделывают цементом за одни раз. Соединение неметаллических труб Общие сведения о пластмассовых трубах. В системах внутренней канализации и водостоков различного назначения применяют трубы и фасонные части, изготовленные из полиэтилена плотности ПЕЛ и низкой плотности (ПИП), полипропилена (ПП) и непластифицировааного поливинилхлорида (ПВХ). Пластмассовые трубы и фасонные части имеют высокую коррозионную стойкость и низкую теплопроводность, что значительно снижает образование конденсата на поверхности труб. Внутренняя поверхность у них гладкая, благодаря чему пропускная способность пластмассовых труб больше, чем у чугунных труб таких же диаметров. Они являются хорошими диэлектриками, что исключает появление блуждающих токов в системах из таких труб. Пластмассовые трубы хорошо поддаются механической обработке (резанию, сверлению, формовке), легко соединяются в раструб с резиновым уплотнительным кольцом, а также хорошо свариваются. Наряду с перечисленными преимуществами пластмассовые трубы обладают следующими недостатками: большой чувствительностью к механическим повреждениям; значительным тепловым удлинением – например, коэффициент линейного расширения твердого ПВХ в семь, а полиэтилена в 10–15 раз больше, чем у стали; хрупкостью при низких температурах (трубы из ПВХ), поэтому монтаж систем из этих труб следует производить при температуре наружного воздуха не ниже -15 °C. Канализационные пластмассовые трубы и фасонные части к ним выпускают с условными проходами 40, 50, 85 и 100 мм и длиной 3, 6, 8,10 и 12 м. Поверхность труб и фасонных частей должна быть ровной и гладкой, не допускаются трещины, пузыри, раковины, вздутия и посторонние включения, видимые без применения увеличительных приборов. Высота выступов после удаления литников равна не более 1 мм. Концы труб должны быть обрезаны перпендикулярно оси труб и очищены от заусенцев. При монтаже пластмассовых труб используют раструбные, сварные и клеевые соединения. Чтобы раструбные соединения были герметичными, применяют резиновые уплотнительные кольца, поверхность которых должна быть ровной, гладкой, без раковин и заусенцев. Соединение пластмассовых труб. Основной способ соединения пластмассовых труб и фасонных частей для систем внутренней канализации – раструбное соединение с резиновым уплотнительным кольцом. Герметичность раструба достигается за счет сжатия резинового кольца между стенками раструба и гладким концом трубы. Раструбное соединение пластмассовых труб с резиновым уплотнительным кольцом собирают в такой последовательности. Очищают от грязи наружную поверхность трубы, внутреннюю поверхность раструба и желобок, а также резиновое кольцо. Затем вкладывают резиновое кольцо в желобок раструба, после чего гладкий конец трубы с фаской смазывают глицерином или мыльным раствором и легким вращением вводят его в раструб до метки. Когда раструбное соединение будет закончено, проверяют наличие кольца в желобке, поворачивая одну из соединяемых деталей вокруг другой. Если кольцо находится в желобке, то деталь легко поворачивается. Присоединение выпуска керамического унитаза к канализационному трубопроводу из полиэтиленовых труб показано на рис. 22. В этом случае герметичность стыка достигается уплотнением резиновыми кольцами с последующей заделкой цементным раствором на глубину 1/3 раструба. 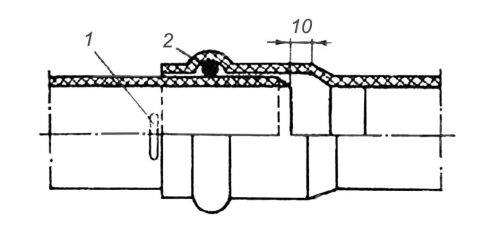 Рис. 22. Раструбное соединение с резиновым кольцом: 1 – метка; 2 – резиновое кольцо Пластмассовые сифоны присоединяют к системе канализации с помощью резиновой переходной детали, вставляемой в раструб трубы из ПВХ (рис. 23). Канализационные стояки из пластмассовых труб 3 соединяют с чугунными трубами с помощью полиэтиленового переходного патрубка, на конце которого имеется раструб с желобком, обеспечивающий плотное соединение с пластмассовой трубой (рис. 24). Соединение на клею. Для склеивания поливинилхлоридных труб применяют раструбное соединение. Процесс склеивания состоит из подготовки концов труб, приготовления клея и склеивания. При подготовке концов труб склеиваемым поверхностям придают шероховатость, для чего наружный конец трубы и внутреннюю поверхность раструба обрабатывают шлифовальной шкуркой. 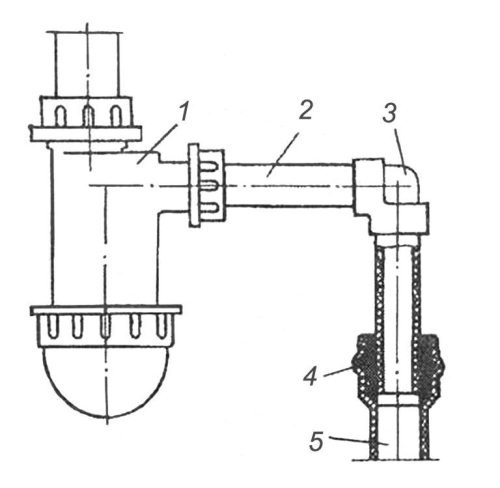 Рис. 23. Присоединение полиэтиленового бутылочного сифона к канализационному водопроводу: 1 – полиэтиленовый бутылочный сифон; 2 – канализационный водопровод; 3 – угольник; 4 – резиновая переходная деталь; 5 – отводная труба Обработанные концы тщательно обезжиривают метиленхлоридом. Для склеивания труб из ПВХ рекомендуются два состава клея. Первый состав содержит перхлорвиниловую смолу 14–16 ч. и метиленхлорид 86–84 вес. ч. Второй состав содержит перхлорвиниловую смолу 14–16 ч., метиленхлорид 76–72 ч., циклогексанон 10–12 ч. Второй состав клея используют при склеивании труб диаметром более 100 мм и температуре наружного воздуха более 20 °C. Для склеивания одного соединения труб диаметром 50 или 100 мм требуется соответственно 12 и 50 г клея. Из-за летучести растворителей консистенция клея постепенно изменяется, поэтому в открытом сосуде клей можно хранить не более 4 ч. 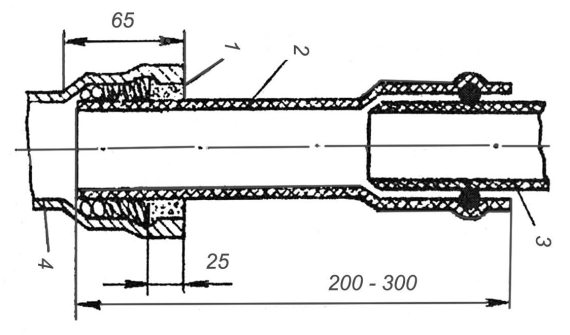 Рис. 24. Присоединение труб из ПВХ к чугунным канализационным трубам: 1 – просмоленная прядь и расширяющийся цемент; 2 – полиэтиленовый переходный патрубок; 3 – труба из ПВХ; 4 – чугунная труба После подготовки концов труб клей наносят на 1/3 глубины раструба и на всю длину калиброванного конца трубы. Клей наносят быстро, равномерным тонким слоем с помощью мягких кистей шириной 30–40 мм. Затем калиброванный конец вводят в раструб до упора. Склеенные стыки в течение 5 минут не должны подвергаться механическим воздействиям, а склеенные узлы следует выдерживать перед монтажом не менее 2 ч. Сварка пластмассовых труб. Стыковые соединения на трубах из ПЕЛ, ЛИП и 1111 выполняют контактной сваркой. Перед сваркой свариваемые поверхности торцов труб очищают от грязи и окисной пленки. Для соединения полиэтиленовых труб диаметром 100–250 мм на сварке применяют универсальную установку. При сварке стыкового соединения торцы труб оплавляют электронагревательным диском, после чего диск убирают, а оплавленные поверхности труб под небольшим давлением соединяют. Промежуток времени между окончанием нагревания и соединением оплавленных торцов труб должен быть в пределах 2–3 с. Сварку выполняют в такой последовательности. На конце свариваемой трубы снимают наружную фаску под углом 30–45 ° на длине, равной толщине стенки трубы. Затем устанавливают раструб фасонной части в цилиндре до упора и трубу в кольцо до упора в диск. После оплавления одновременно снимают детали с рабочих элементов, после чего плотно соединяют и выдерживают в течение 10–30 с. Пластмассовые трубы перерезают на станках с дисковыми пилами толщиной 1,5–2 мм, с шагом зубьев 3–4 мм и разводкой зубьев 0,5–0,6 мм на сторону. В домашних условиях отрезать трубы нужной длины можно ножовкой. Фаски на трубах снимают механизированными и ручными приспособлениями, в которых режущим инструментом служат специальные фрезы, резцовые головки с несколькими ножами или резцами. Для образования раструба или бурта конец трубы нагревают в ванне с глицерином. Температура глицерина в ванне равна для труб из ПВП и ПВХ – 135±5 °C, из ЛИП – 105±5 °C, из ПП – 165±5 °C. Пластмассовую трубу опускают в ванну с нагретым глицерином и выдерживают в ней в течение нескольких секунд в зависимости от толщины стенки трубы. При формовании обычных раструбов длина нагреваемого участка пластмассовых труб диаметром 50 мм составляет 45 мм, диаметром 100 мм – 80 мм, при формовании компенсирующего раструба соответственно 80 и 145 мм. Гнутые детали из пластмассовых труб (отводы, утки, скобы, компенсаторы) изготовляют на трубогибочных станках методом гнутья в размягченном состояния. Трубы без наполнителя можно гнуть, если отношение толщины стенки трубы к ее наружному диаметру не менее 0,06 при радиусе изгибания по оси трубы, равном или более 3,5–4 наружных диаметров трубы. Температура жидкости в нагревательной ванне для гнутья должна быть для труб из ПНП – 135 °C, из ПВП – 150 °C, из ПП – 185 °C, из ПВХ – 160 °C. Диаметр гибочного шаблона равен номинальному наружному диаметру изгибаемой трубы. Зазор между откатывающим роликом и трубой не должен превышать 10 % размера наружного диаметра. При угле изгиба 90 ° трубы следует перегибать на 6 ° для ПНП и на 10 ° для ПВП и ПП. Согнутые трубы в фиксированном положении охлаждают водой до температуры 28–30 °C. При гнутье труб с наполнителем используют резиновый жгут, гибкий металлический или резиновый шланг, набитый песком. Собранные узлы трубопроводов испытывают гидравлическим давлением: безнапорные трубопроводы – давлением 0,02 МПа, напорные трубопроводы – в 1,5 раза большим максимального давления, но не менее 0,2 МПа. |
|
|||
|
Главная | Контакты | Прислать материал | Добавить в избранное | Сообщить об ошибке |
||||
|
|
||||